





泥浆管道下向焊【山西晋中项目】
更新时间:2016-05-26 09:50:31
洛阳吉力电焊工培训学校自2014年与山东正泰工业安装工程有限公司共同合作完工的国内赤泥管道下向焊明星工程:【三门峡东方希望铝厂长输管道】后,加速了国内赤泥管道半自动下向焊技术推广。2015年冬,山西晋中东方希望铝厂赤泥管道下向焊接开工,洛阳吉力电焊工培训学校提供项目部:管道焊接设备,焊接材料,焊工劳务,截止2016年5月初,顺利配合项目部完成管道焊接作业。

相关介绍
1 一、工程概况 1.1工程名称:东方希望晋中铝业有限公司赤泥管道输送工程 1.2工程地点:山西省晋中市灵石县南关镇仁义村 1.3工程简介:本项目赤泥管道始于厂区隔膜泵房出口法兰,终端进入压滤车间缓冲槽。管线全长约3公里,厂区至压滤车间共有3条管道,(1)赤泥输送管道规格为φ508*9.52,材质为X60。 (2)赤泥回水管道规格为φ530*12,材质为Q235-A。(3)压滤车间给水管道规格为φ89*4,材质为20#。焊接工艺参数的选择:
采用纤维素焊条电弧焊+自保护药芯焊丝半自动焊下向焊,可分为:根焊、热焊、填充焊和盖面焊,每层焊缝均由两名焊工对称施焊,其焊接工艺参数如下: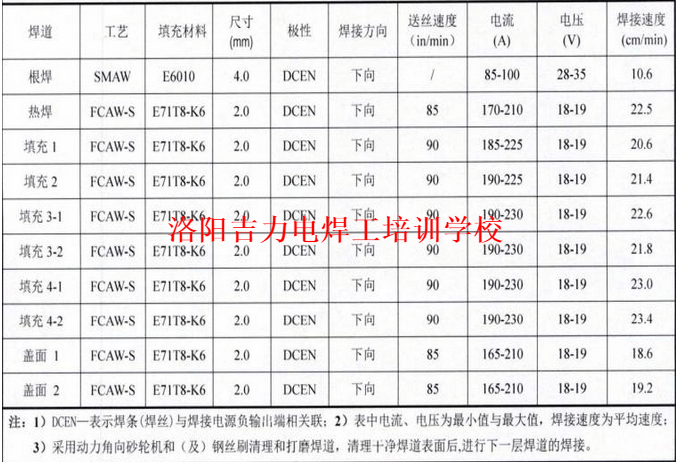
继2014年三门峡赤泥管道项目,洛阳吉力电焊工培训学校同时为4个施工标段提供焊工劳务,设备材料等焊接配套服务的实力。此次施工项目部首先联系到洛阳吉力的老搭档:姚长应项目经理。经过洽谈,继续三门峡赤泥管道焊接方案合作,洛阳吉力电焊工培训学校将和以往一样:为工程焊接提供焊工,焊机,焊材等全套现场服务。
焊缝表面质量要求:
施焊后的焊缝,按《管道下向焊焊接工艺规程》(SY/T4071-93)规定,应清除熔渣、飞溅物等杂物,焊缝表面不得有裂纹、未熔合、气孔和夹渣等缺陷;咬边深度≤0.5mm,在任何长300mm 焊缝中两侧咬边累计长度≤50mm;焊缝余高0.5~2.0mm,个别部位(管底部处于时钟5~7时位置)不超过3mm,且长度不超过50mm;焊缝宽度比坡口每侧增宽0.5~2.0mm为宜
无损检验: 委托具有资质的检测单位对管道焊缝进行100% 超声波检测并出具报告,管道焊口符合二级焊口标准。
洛阳吉力电焊工培训学校与晋中东方希望赤泥管道项目部历经16年新年,直至16年4月底,完成主管线全部下向焊工程。再次受到了业主单位的好评与嘉奖。





地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技