





CO2气保焊气孔形成的因素及控制措施
CO2气保焊气孔形成的是电流和电压分不开的,洛阳吉利速焊培训学校经过多年的经验给大家总结一些气保焊操作时要素,并且预防和减少气孔产生的方法。
一、电流、电压的匹配
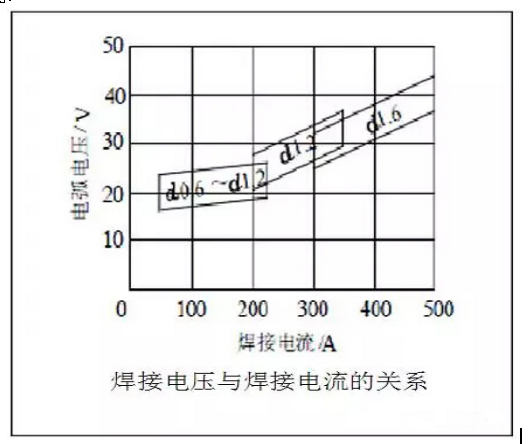
焊接电流和电弧电压是焊接过程中最重要的参数。焊接电流主要决定于送丝速度,二者大致成正比关系。另外,焊接电流的大小还与电流极性、焊丝的干伸长、气体成分和焊丝直径等有关。电弧电压的选用与焊接电流及合适的熔滴过渡形式有关。熔滴过渡的稳定性决定着焊接过程的平稳和飞溅的大小。对于细丝CO2焊接,电弧电压和焊接电流的匹配关系见下图。
二、焊丝干伸长
焊丝干伸长是指从导电嘴到焊丝断头的距离。干伸长太大,电弧不稳,难以操作,同时飞溅也较大,有可能破坏气体保护层而产生气孔。相反,干伸长过小时,电流增加,弧长变短,飞溅金属大量黏附到喷嘴内壁,也容易影响CO2气体的保护效果,导致气孔的出现。
焊丝干伸长与焊丝直径相关,一般认为符合以下公式:
L=10d mm
式中:L——焊丝干伸长 d——焊丝直径
同时,干伸长还随焊接电流的增大而略微有所增大。
三、保护气体流量
气体保护焊时,保护气效果不好将产生气孔。正常焊接情况下,保护气流量与焊接电流有关。焊接电流在200A以下时,保护气流量为10 L/min ~15 L/min,焊接电流在200 A 以上中厚板焊接时保护气流量为15 L/min ~25 L/min。
另外,工作场地风速大时(大于2 m/s)焊缝中气孔明显增加,需增大保护气流量或采取必要的防风措施。
四、焊工实际操作水平对气孔产生的影响
具体规范操作如下:
1)、平焊时焊枪与焊缝的平面夹角应保持在65°左右,焊接时运行要平隐,焊枪不能忽高忽低,忽快忽慢,如果焊接场地风力过大时可用U型框架放在焊接区旁边,因为U型框架可以挡住来自几个方向的风避免对焊接区干扰,而且又可以防止弧光不伤害周围工作人员的眼睛。
2)、横焊时焊枪与母材应保持在45°的夹角范围,横焊时运行速度不易过快,焊枪摆动幅度不宜过大,一般宽度在10~15mm之间,如果遇到周围风力大时可用U性框架进行挡风。
3)、.立焊时焊枪与木材的夹角为15°左右,焊接电流不易过大,一般比平焊小20%左右。立焊时由于受焊部位下面上升气流的影响,在焊接时CO2流量可以适当加大。立焊的位置离地面越高,上升气流就越大,如果遇到这种情况可以在焊枪焊接部位下面垫一块200mm的薄钢板就可以有效阻挡上升气流对焊接区的影响。
五、预防和减少气孔产生的方法
5.1选用合格的焊接材料和保护气体按要求清理坡口保证气路及送丝机畅通
5.2制造或修理铆焊结构件时要根据实际情况选择合适的接头和坡口形式按要求制备坡口清理坡口及附近杂质背面若有垫板间隙要控制在合适范围内
5.3根据材料板厚及接头和坡口形式选择合适的焊接规范参数保持焊接过程的稳定性减少气孔的产生要特别注意各参数的相互匹配规范参数不是孤立的它们是相互影响的要在动态中选择出合适的参数值
5.4培养良好的操作习惯减少引起气孔产生的人为因素。



