





洛阳吉利速焊学校:厚板焊接热影响区的层状撕裂
洛阳吉利速焊学校
裂纹是焊接接头中最危险的缺陷,压力容器的破坏事故多数是由裂纹引起的,焊接裂纹主要包括热裂纹、冷裂纹、再热裂纹、层状撕裂四种[1]。前三种裂纹之前我们讨论过,今天来看一下层状撕裂。
特征
厚壁结构焊接时,如果钢材的冶炼和轧制质量不高,容易在金属内部沿钢板轧制方向产生一种阶梯状的裂纹(多平行于钢材表面),称为层状撕裂纹。
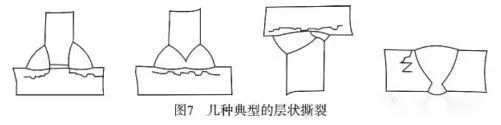
由于钢板内部存在分层(沿轧制方向)的夹杂物,焊接时产生的垂直于轧制方向的应力,致使在热影响区或稍远的地方产生“台阶”形层状开裂,并可穿晶扩展。
对于一般碳钢和低合金钢,层状撕裂产生温度不超过400℃。它的发生与母材金属的强度级别无关,与钢中夹杂物数量及分布形态有关,在撕裂平台上常发现不同种类的非金属夹杂物,夹杂物数量越多,层片状分布越明显,对层状撕裂越敏感。由于焊缝夹杂物控制严格,因此它的发生部位在热影响区中,而焊缝金属中不会出现层状撕裂。
层状撕裂的危险在于它的隐藏性,一般发生在金属内部,现有的无损检测手段难以发现。即使发现了,修复起来也相当困难,且成本很高。
机理
层状撕裂是焊缝收缩导致高的局部应力以及母材在厚度方向的塑性变形能力差共同造成的。钢内的一些非金属夹杂物(通常是硅酸盐和硫化物)在轧制过程中被轧制成平行于轧向的带状夹杂物,严重降低厚度方向金属的塑性变形能力。
厚板结构焊接时(特别是丁字接头、角接接头及十字接头),焊缝收缩会在母材厚度方向产生很大的拉伸应力和应变。当应变超过母材沿厚度方向的塑性变形能力时,分离应当会发生在夹杂物和金属之间,形成微裂纹。裂纹缺口尖端的应力、应变集中,最终会导致裂纹扩展。
对策
1. 非金属夹杂物的种类、数量和分布形态是产生层状撕裂的本质原因,它是造成钢的各向异性、力学性能差异的根本所在。实践证明,发展高纯净的Z向钢是解决层状撕裂的途径,采用精炼的方法,可以冶炼出含氧含硫量极低的钢材。
2. 即使含杂质极少的Z向钢,如果存在脆性的粗晶组织,同样会使钢材厚度方向的塑性下降。所以,制定焊接工艺时应避免使用过大的焊接热输入,避免粗晶脆化。
3. 厚壁焊接结构在焊接过程中承受不同的Z向拘束应力、焊后的残余应力及载荷,是造成层状撕裂的力学条件。可采取的措施包括:可采用双侧焊,避免单侧焊,防止焊缝根部应力集中;在承受Z向应力的一侧开坡口;减少杂质含量大的母材厚度;对于丁字接头,可在承受Z向应力的板上预先堆焊一层低强焊材,缓和焊接应变。
4. 氢也可能成为诱发起裂的重要因素。当焊缝中的含氢量偏高而局部又存在应力集中,氢也有可能先诱发形成冷裂纹,再以冷裂纹作为层状撕裂的发源地,此时层状撕裂与冷裂纹相伴而生。所以,为防止冷裂纹引起的层状撕裂,应采用一些防止冷裂纹的措施,如减少含氢量,适当提高预热温度,控制层间温度,对远离焊缝热影响区的母材处产生的层状撕裂,焊缝中的氢不会产生影响。
咨询联系:15538876654(同微信)



