





二保焊培训哪家强
更新时间:2026-03-11 09:18:00
电焊,高等焊工进修,来洛阳吉利速焊焊培,费用低:管道氩电联学习3.8K一月,技术高:学好毕业分配做焊培老师,没有钱:(先学习毕业后交费),挣钱学慢:免费安置月薪九千起,出国2W起。
焊接时,火焰高度以保证火焰的最高温度处加热工件为宜,一般要保持焰心距工件2-3mm。这样,加热速度快,效率高,对熔池保护效果好,也不会回火。温度是焊接操作的关键,要把工件加热到熔化,再加焊丝。加焊丝时,要把焊丝插人熔池,使其熔化;不能在工件没熔化时加焊丝,加焊丝的速度要适当,速度过快时,会把熔池戳穿焊接的速度应根据工件厚度和操作者的熟练程度来控制,过慢会使熔池塌下去;过快则易未焊透。气焊结束时,要多加焊丝,填满焊坑
氧气切割气割是利用气体火焰的热能将工件切割处预热到一定温度后,喷出高速切割氧气流,使其燃烧并放出热量实现切割的方法。气割开始时,先用火焰将待切割处附近的金属预热到燃点,然后打开切割氧气阀,纯氧射流使高温金属燃烧,生成的金属氧化物被燃烧熔化,并被氧气流吹掉。金属燃烧产生的热量和预热火焰同时又将邻近的金属加热到燃点,割炬不断均匀地向前移动,工件便被切出平整的割缝。整个气割过程中,被割金属没有熔化,故实质上是金属在纯氧中的燃烧过程。气割所需设备中,除用割炬代替焊炬外,其他设备与气焊时相同。常用割炬的型号有C01-30和C01-100等。型号中"G"表示割炬,"0"表示手工,"1"表示射吸式,"30"和"100"分别表示可切割低碳钢的最大厚度分别为30mm和100mm,各种型号的割炬配有几个不同大小的割嘴,用于切割不同厚度的割件。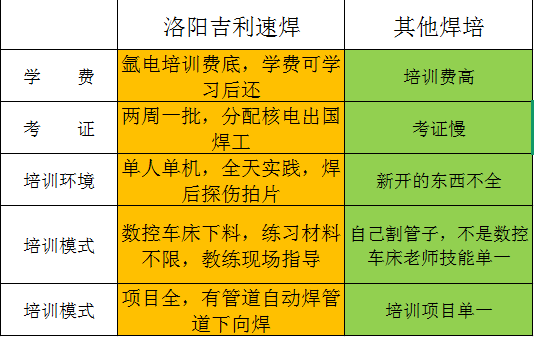




地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技