氩电联焊工资高
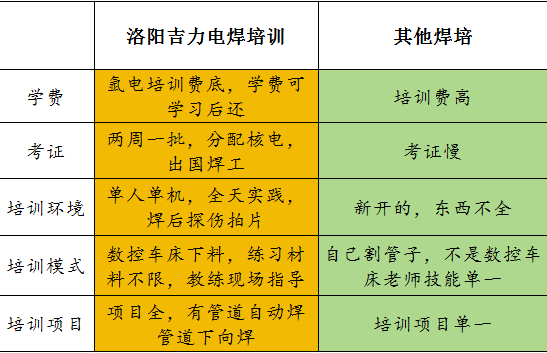
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事! 
焊缝表面中部出现起鼓的现象时,说明焊接熔池的温度偏低。这时可立刻改变焊条的焊接角度,使焊接电弧产生的热量输人中心偏向焊缝的中部或偏向焊件吸收焊接热量能力小的管件一侧焊缝,集中焊条电弧产生的热量对熔池的输入,提高焊接熔池的温度,使焊接熔池能够始终保持成圆鱼鳞形状下进行焊接。这就是填充焊接控制熔池温度的正确方法。
更换焊条时的接头焊接方法当焊完一根焊条,在更换下一根焊条进行接头焊接时,焊条在焊缝接头处前方10~15mm 处引弧,采用划擦法引弧或直击法引弧均可。当焊条电弧引燃之后,不要立刻投入焊接,先把引燃的焊接电弧长度稍拉长些,然后待焊条燃烧达到正常时,焊条向焊缝焊接反方向运条,看准焊缝的接头焊接处固态金属熔池的后部边缘压低电弧。待焊条电弧熔化焊缝接头处形成的焊接熔池表面与焊条填充的金属熔合、连接、过渡达到均匀时,焊条开始运条进入正常焊接。此时的焊缝接头焊接已完成。
起头焊接时留下的焊缝碰头处接头焊接方法当焊至与焊缝起头焊接时留下的碰头处焊条压低电狐,接狐点位置焊条引弧点位置更换焊条的接头焊接引弧点位置及接弧点位置时,焊条要焊至超过焊缝碰头处约10mm的焊缝长度,然后焊条运至板件一侧焊缝边缘熄弧。此种做法的目的是避免焊缝碰头时,焊条熄弧过急,而使焊缝碰头处产生缩孔:焊缝碰头处焊接时的熔池温度达不到正常温度,使焊缝留下的碰头处产生气孔。根据起头焊接时存在的这一焊接特点,要想避免焊缝产生缺陷,就要利用焊缝碰头焊接时的机会再次充分熔化。