氩电联焊教学
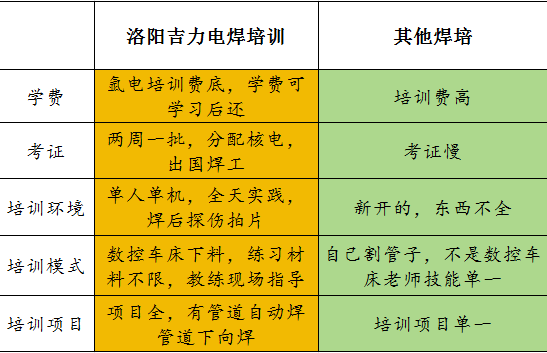
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事! 
焊缝填充焊接,焊工首先要确定填充焊接焊缝宽度、厚度和焊缝要求达到的焊脚高度、宽度两侧的基准线位置,然后,焊条根据确定出的焊缝两侧焊接基准线,在单位时间内保证填充焊缝宽度、厚度前提下完成焊缝长度。这就是填充焊接速度的正确控制方法。焊缝填充焊接,如果不能焊缝宽3牌脚高度和焊麦的两条基准线焊健根部焊缝(a)焊缝填充焊接成型:(b)填充焊缝厚度及焊缝成型基准线够准确地控制焊接速度,那么将会导致填充焊缝较厚或较薄,形成的焊缝焊脚高度、宽度过大或过小,影响焊缝的盖面焊接质量。
焊接熔池温度的控制焊接熔池的温度控制,是与焊缝焊接时保持的焊接速度同时进行的。也就是说,填充焊接保持的速度,要保证填充金属量先满足焊缝成型宽度、厚度和焊缝的焊脚高度、宽度,然后利用板件和管件的不同壁厚所能够承受焊接时产生的热量能力,改变运条时焊条中心所指的方向,调整焊接电弧产生的热量对焊接熔池成的的输入,从而起到提高或降低焊接熔池温度的目的,达到所要求形成的焊接熔池温度。
同时,与焊接速度相匹配,完成焊缝的填充焊接。填充焊接时,焊接熔池形状为横向圆鱼鳞形状。焊接熔池形状为横向圆鱼鳞形状焊接熔池形状为横向圆鱼鳞形状填充焊接时,当发现焊接熔池的表面张力在逐渐减小,管件一侧的熔池边缘出现咬边和产生下坠现象和焊接熔池形状有逐渐变长的趋势时,说明焊接熔池的温度偏高。这时可立刻改变焊条的焊接角度,使焊条焊接电弧产生的热量输入中心偏向吸收焊接热量能力大的板件一侧焊缝,消耗焊接电弧产生的热量对焊接熔池的输入,降低焊接熔池的温度,使焊接熔池的温度逐渐恢复到熔池形状能够始终呈圆鱼鳞形状。