氩电联焊推荐哪家学校
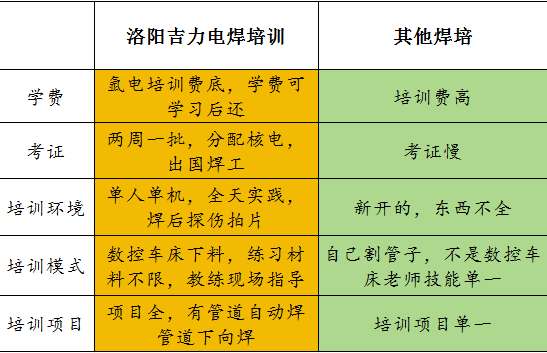
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事!
焊件点固焊完成之后,要用角向磨光机对点固焊缝的两端碰头处和接头处进行打磨,点固焊缝两端要求打磨出的形状为斜坡形,斜坡形的长度为2.5mm左右,斜坡形前端保留的厚度与焊件坡口钝边厚度相同,斜坡形的宽度与点固焊缝宽度相同。焊条的准备焊前焊条必须按规定的温度进行烘干,否则将使焊缝内容易产生气孔。一般酸性焊条烘干温度为200-250℃,保温1~2h,碱性焊条烘干温度为300~350℃,保温 2h。烘干后的焊条必须放在焊条保温筒内,随用随拿。焊缝焊前要认真检查焊条有无偏心,焊条前端药皮是否完好,如药皮破损可先在废板上燃烧一段,然后再进行正式焊接。焊机接地线焊机接地线必须牢固地夹在工作台上,否则接触不良。焊缝在焊接过程中,焊接电流不稳定将影响焊接质量。使用直流焊机时,为了防止磁偏吹,接地线应卡在焊件中间。
根部焊接方法采用2.5mm 焊条断弧焊法焊接:填充与盖面焊接方法采用中3.2mm焊条连弧焊法焊接。焊接层数为三层,分焊缝根部焊接与焊缝填充和盖面焊接。焊缝焊接电流:焊缝根部焊接采用2.5mm 酸性焊条进行焊接时,使用焊接电流 I=70-80A,工作电压范围不要求,焊接速度可变。焊缝根部焊接采用φ2.5mm碱性焊条进行焊接时,使用焊接电流1=80-90A,工作电压范围不要求,焊接速度可变。填充与盖面焊接使用的焊接电流相同,焊接采用3.2mm 酸性焊条进行焊接时,使用焊接电流I=140~150A,工作电压范围不要求,焊接速度可变。焊接采用中3.2mm碱性焊条进行焊接时,使用焊接电流1=150~160A,工作电压范围不要求,焊接速度可变。焊缝焊接时的焊条角度:酸性焊条与碱性焊条根部焊接时焊条角度相同;