氩弧焊培训哪里好
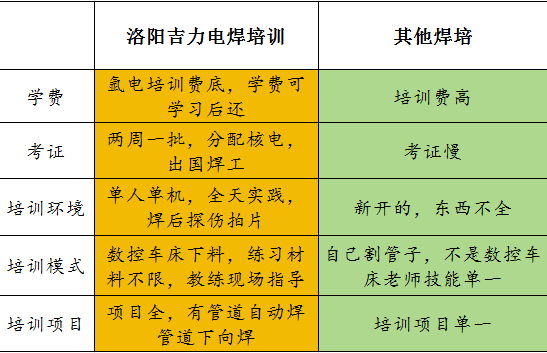
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事! 
无电弧单面焊双面或型实用方法保持熔合焊缝上端坡口表面母材棱角线0.5~1.0mm,第二道焊道焊接方法及成型宽度、厚焊缝盖面焊接第二道焊道焊接焊条沿看第一通焊焊糖盖面焊楼P0.5-1.0焊条件表面母材1.0~角线0.5-1.0mm2.0mm第二道焊道焊接方法及成型宽度、厚度第二道焊道焊接方法;第二道焊道成型宽度、厚度焊件壁厚 δ=6.0~10mm,51mm~159mm 的焊件盖面焊接由于管壁厚度的增加,焊缝的坡口宽度也在增加。因此焊缝盖面焊接时,要求形成的焊缝宽度也随之增加。为了达到焊缝成型宽度和焊道与焊道之间搭接过渡均匀,盖面焊接可进行三道焊道焊接或四道焊道焊接。焊缝盖面焊接,第一道焊道和最后一道焊道采用横向一字形往复微量前后摆动运条方法进行焊接。盖面焊缝的中间焊道采用斜拉小锯根部煤总齿型微量横向摆动运条方法进行焊接,采用这两种运条方法进行焊接的目的如下。
第一道焊道和最后一道焊道采用横向一字形往复微量前后摆动运条方法进行焊接,是避免盖面焊缝两侧焊道成型过宽与过高,造成焊缝两侧形成的焊道产生下坠,焊缝的下端坡口边缘产生夹角和上端坡口边缘产生咬边。因此,焊缝两侧的焊道成型窄而薄为好。中间焊道采用斜拉小锯齿形微量横向摆动运条方法进行焊接,是为了增加中间焊道的成型宽度与高度,从而达到盖面焊缝两侧焊道低、中间焊缝焊道略有凸起,达到一个圆滑表面成型过渡的焊缝表面成型,中间焊道焊接采用斜拉小锯齿形微量横向摆动运条进行焊接的特点:可根据需要成型宽度与高度,控制焊条斜拉横向的焊接运条速度,最终达到一条. 的焊缝。
第一道焊道盖面焊接的起焊点位置、引弧方式、焊接方法均与壁厚δ=3.5-5.0mm、51mm159mm焊件盖面焊接方法相同。第一道焊道盖面焊接,焊条的中心对准填充焊缝表面下坡口的棱角线上端边缘压低电弧,然后焊条沿着下坡口的棱角线进行焊接,保持的焊接速度要使形成焊道的宽度占盖面焊缝宽度的 2/5,焊道高度应始终控制在高出焊件母材表面1.0mm左右。