氩弧焊培训内容有哪些
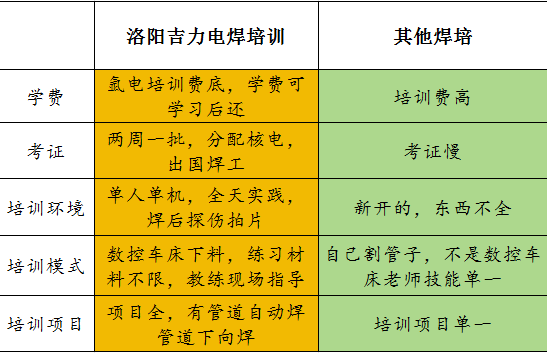
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事! 
二道形成的焊道宽度占填充焊缝宽度的23,熔池形状始终成圆鱼鳞形状。焊道焊接的成型厚度保持在低于焊件表面母材上坡口棱角线0.5-1.0mm的范围之内。第二酒滴充围道形成的焊剧宽二道填充焊道要保持度,占领充焊经宽度的2/3,保接等池形状或面鱼鳞形状低于焊件母材0.5-1.0根部焊缝第二道填充焊道焊条第二道填充形成的焊道宽度、厚度尺寸要求第二道填充形成的焊道宽度尺寸,第二道填充形成的焊道厚度尺寸焊缝填充焊接时,要求保持一定的焊接速度和熔池形状,其主要目的是:保持焊条填充的金属量满足要求的焊道宽度与厚度。熔池形状的控制,主要是利用焊接时的焊条做前拉后推、微量摆动挤压焊接熔池,来分散和集中焊接熔池的温度,迫使焊接熔池形状始终处于圆鱼鳞形状。
焊接要求焊接熔池成圆鱼鳞形状,其优点焊道表面成型圆滑、中间不起棱,多道焊时,焊道与焊道之间搭接过度均匀、平整,可避免焊道与焊道之间搭接处产生夹渣和焊缝表面产生凹凸不平等现象。焊缝填充焊接,采用多道焊成型的厚度,要求始终低于焊件表面母材上下坡口两侧棱角线0.5-1.0mm,其目的是避免焊接时焊件表面母材上下坡口两侧的棱角线被破坏。因为上下坡口两侧的棱角线是盖面焊接时宽度控制的两条基准线,如果填充焊接时被破坏掉,就会造成盖面焊接时失去焊接方向,影响焊缝的盖面焊接质量。
如果需要进行二层填充焊接时,焊缝的第一层第一道填充焊接,焊条要对准根部形成的焊道下端边缘线采用短弧焊法进行。运条方法要根据填充焊缝的深度和需要形成焊道宽度与厚度进行选择,采用斜拉小锯齿形横向微量摆动运条或横向一字形往复微量摆动运条。焊接时的焊接速度与焊接熔池的温度控制,要始终使第一道焊道形成的宽度占第一层填充焊缝宽度的 2/3,熔池形状要始终保持成圆鱼鳞形状。