氩弧焊焊接工艺
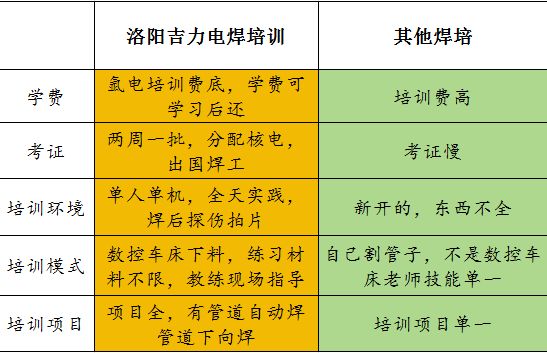
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事!
焊件焊前的准备工作焊件焊前的准备工作很重要,工作好坏是决定焊接接头质量的关键。因此,为了保证焊缝的单面焊双面成型质量,焊前一定要认真做好各项焊前准备工作,焊前的准备工作主要有以下几项:焊件的表面清理:焊件组对前要对焊件单侧坡口边缘的油、污、锈及氧化皮清除掉,保证焊件单侧坡口边缘10-20mm左右范围内露出金属光泽。
焊件的装配:焊件组对前要认真检查已加工好的焊件、坡口角度和钝边厚度是否符合规范要求,如达不到规范要求,应按规范要求进行打磨修复,然后再进行组对。焊件组对点固焊接时,对于管径较小的焊面成型实用方法组对固定有一定困难,为了防止焊件组对件时产生错口,一般组对时都采用一小段角铁或 槽钢点固在工作台上,然后把焊件放在角铁。
而且不会产生错口。槽钢内进行组对。这种组对方法,焊件的固定对于管径较大的焊件,一般组对时都采用对口器或管卡进行组对,避免焊件组对时产生错口。焊件的点固焊:把焊件的对口间隙调整到略大于规范间隙,留出点固焊后焊缝间隙产生的收缩量,然后进行点固焊。三好坏是焊件的点固焊位置与点数:一般保证焊51mm~φ133mm的焊件,点固焊以2点认真做为宜,焊件的点固焊长度约在5~6mm;主要有159mm~φ219mm 的焊件,点固焊以3点为宜,焊件的点固焊长度约10mm;要对焊φ377mm~中720mm 的焊件,点固焊以4~皮清除m左右6 点为宜,焊件的点固焊长度约40~60mm。
不同管径的焊件点固焊位置,焊件点固焊完成后,要用角向磨光机 把焊件点固焊处形成的焊缝两头磨成斜坡形,是否符以便焊缝焊接时方便焊缝的碰头与接头,防止规范要焊缝的碰头与接头处熔不透而产生缺陷。焊条焊前必须按规范要求进行烘干小的焊一般酸性焊条烘干温度为200-250℃,保温1~2h后方可使用,碱性焊条烘干温度为300~350℃,保温2h后方可使用。烘干后的焊条使用时必须放在焊条保温筒内,随用随拿。
焊件壁厚δ=5.0-3.5mm 的焊件,焊缝焊接层数为两层,分根部焊接与盖面焊接,没有填充焊接。焊件壁厚δ=6~10mm的焊件,焊接层数为三至四层,分根部焊接与填充盖面焊接。