





如何学好电焊技术?
更新时间:2021-12-24 08:53:52
1.坡口类型
焊接接头的坡口根据其形状不同可分为基本型、组合型和特殊型三类。
2.坡口尺寸及符号
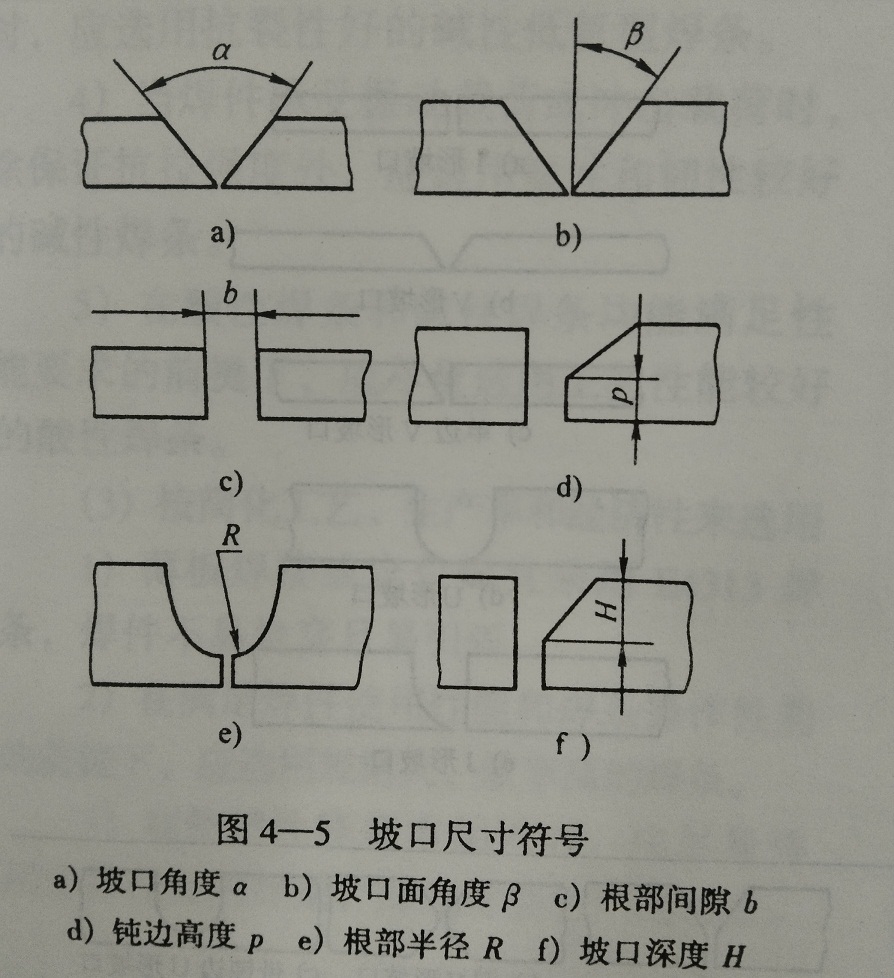
(1)坡口面角度和坡口角度待加工坡口的端面与坡口面之间的夹角叫坡口面角度,用β表示。两坡口面之间的夹角叫坡口角度,用a表示,如图4-5a、b所示。坡口面为待焊件上的坡口表面。
(2)根部间隙焊前在接头根部之间预留的空隙叫根部间隙,用b表示,如图4-5c所示。其作用在于打底焊时保证根部焊透。根部间隙又叫装配间隙
(3)钝边焊件开坡口时,沿焊件接头城口根部的端面直边部分叫饨边,用p表示,如图a一sd所示。饨边的作用是防止根部烧穿
(4)根部半径在J形、U形坡口底部的圆角半径叫根部半径、用R表示,如图4一5e所示。它的作用是增大坡口根部的空间、以便焊透根部。
(5)坡口深度焊件上开坡口部分的高度叫坡口深度、用8表示,如图4-5f所示。
3.坡口的选择原则
选择坡口时应考虑以下几条原则:
(1)保证焊接质量满足焊接质量要求是选择坡口形式和尺寸首先需要考虑的原则,也是选择坡口的最基本要求。
(2)便于焊接施工对于不能翻转或内径较小的容器,为避免大量的仰焊工作和便于采用单面焊双面成形的工艺方法,宜采用V形或U形坡口。
(3)坡口加工简单由于V形坡口是加工最简单的一种,因此,能采用V形坡口或双V形坡口就不宜采用U形或双U形坡口等加工工艺较复杂的坡口类型。
(4)坡口的断面面积尽可能小这样可以降低焊接材料的消耗,减少焊接工作量并节省电能。
(5)便于控制焊接变形不适当的坡口形式容易产生较大的焊接变形。采用双V形坡口比V形坡口可以减少焊缝金属量约一半,且焊接接头变形较少。




地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技