





电焊怎么学?二保焊平板对接平焊操作技术
更新时间:2021-09-30 09:06:18
对于薄板对接一般都采用短路过渡。随着工件厚度的增大,大都采用颗粒过渡,这时熔深较大,可以提高单道焊的厚度或减小坡口尺寸。对于中等厚度的钢板,可以采用1形坡口进行双面单层焊,也可以开坡口进行单面或双面焊。通常CO2气体保护焊时,坡口的印边稍大而坡口角度较小。
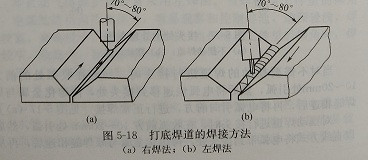
(1)打底焊。打底焊时,如果坡口角度较小,熔化的金属容易流到电弧前面去,而产生未焊透的缺陷。在焊接时可采取右焊法,直线式移动焊枪,见图5-18(a);当坡口角度较大时,应采用左焊法和小幅度摆动焊枪,见图5-18(b)。当采用左焊法时,一般电弧在坡口两侧稍加停留,使熔孔直径比间隙略大0.5~1mm,尽量保持熔孔的直径不变,保证坡口两侧熔合良好。打底焊时要保证焊道两侧与坡口结合处略下凹,焊道表面平整,焊道厚度不要太厚。
(3)盖面焊。盖面焊时的摆动幅度要比填充焊时大,尽量保证焊接速度均匀,以获得良好的外观成形;要保证熔池边缘超过工件表面0.5~1.5mm,并防止咬边。




地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技