





洛阳吉利速焊学校:5G管氩弧焊打底焊接怎么操作?
洛阳吉利速焊学校
1. 定位焊:
1.1 点焊固定采取三点周向对称点焊固定方法,焊点宜小,先从一端始焊然后过渡到另一端,保证焊点熔透无缺陷。
1.2 定位焊缝操作要点:定位焊是焊缝的一部分,必须焊牢,不允许有缺陷。定位焊缝不能太高,以免焊接到定位焊缝处接头困难,如果碰到这种情况,最好将定位焊缝磨低些,两端磨成斜坡,以便焊接时接头容易。如果定位焊缝上发现裂纹,气孔等缺陷,应将其打磨掉重焊,绝不允许用重熔的办法修补。
1.3 分半逆向焊接,为减少出现气孔可能性,在起焊的六点位置不设点焊固定点。焊枪与工件及焊丝间相对位置见图1。
2. 焊接操作工艺要点:
打底焊应尽量一气呵成,打底层应有 一定厚度,如果δ>10mm的管子,其 厚度应≥4mm。如图:1
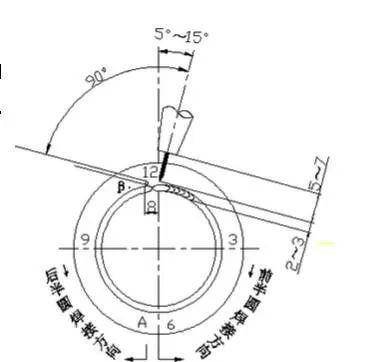
2.1 在仰焊位置6点以前的5~8处A点 引弧.焊丝与坡口的钝边保持1-1.5mm 的间距,在平焊时,焊丝与内壁的钝边 要平行,保持这样的间距,焊缝背部不会出现凹陷,余高大约0.5-1mm.始焊时,

在对口处形成熔池(不能击穿)将焊丝插入熔池中,借助电弧吹力,使熔滴挤入间隙内并透过,在两侧钝边处(已熔化)搭成桥,以该“桥”为基础逐步施焊。引弧部位在焊接方向前10mm左右,绝不允许在管壁上引弧,引弧后,电弧始终保持在间隙中心。

2.2 焊接过程中,由于管子水平固定,随着焊接位置变化,焊工的身体也随之移动,为保持平稳,进行仰位焊接时,可同时伸出手指支撑在管上;
2.3 采用“二点法”焊接,控制弧长2~3mm,对坡口根部两侧同时加热,捻动送丝,使焊丝端头始终处于氩气保护范围内,边熔化边送丝,焊丝不直接插入熔池。而位于熔池前方,焊丝端头应呈圆形,送丝动作干净利落,控制坡口两侧熔透均匀,以保证管内壁成形均匀。
2.4 前半圆焊到平焊位置时,将弧坑填满,在B点收弧,以利于后半圆接头。后半圆在焊接前将接头处打磨出斜面至露出金属光泽,从仰焊位置起焊至平焊位置结束。
2.5 收弧时.在熄弧前向熔池连送两滴填充金属.将熔池移至坡口一侧收弧。熄弧后将喷嘴罩住熔池,待完全冷却变暗后再移开。
2.6 每半圆焊接一次完成,中途不停顿。如中途再度起焊,将端头打磨并使焊缝重叠5~7 mm。
2.7 焊接时如发现电弧气氛呈蓝色,或者熔池有发泡现象,立即停下修磨,清除缺陷后继续焊接直至完成。
2.8 焊接时要掌握好焊枪角度,送丝到位,力求送丝均匀,才能保证焊缝成型美观,焊第二层时,应注意不得将打底层焊道烧穿,防止焊道下凹或背面剧烈氧化。
3. 填丝注意事项:
3.1 必须等坡口两侧熔化后才能填丝,以免造成熔合不良,填丝时,焊丝应与工件表面夹角成15°左右。填丝要均匀,快慢适当,过快焊缝余量大,过慢则焊缝下凹和咬边,焊丝端应始终处在氩气保护区内。对口间隙大于焊丝直径时,焊丝应跟随电弧同步横向摆动,不得扰动氩气保护层,以防空气侵入。

3.2 操作过程中如不慎使钨极与焊丝相碰,发生瞬间短路,将产生很大的飞溅和烟雾,会造成焊缝污染和夹钨,这时应立即停止焊接,用砂轮磨掉被污染处,直至磨出金属光泽。被污染的钨极,应在别处重新引弧熔化掉污染端部或重新磨尖后,方可继续焊接。
3.3 撤回焊丝时,不要让焊丝端头撤出保护区以免焊丝端被氧化,在下次进入熔池时,造成氧化物夹渣或产生熔孔。
4. 收弧与接头:
4.1 收弧不当会影响焊缝质量,使弧坑过深或产生弧坑裂纹,甚至造成返修。收弧时,焊把应由内侧坡口处稍向外拉至电弧熄灭,并要注意控制速度,不能过快,以免产生缩孔。
接头处所有焊缝无论有无缺陷都要用手砂轮修磨成斜面,然后在焊接方向的反向10 mm处引弧,将焊把向回移动,直至把原焊缝3~5 mm长度全部熔化,才开始送丝,直到焊完整个焊口。
最后收弧时,一般多采用稍拉电弧,重叠焊缝10mm—20mm,在重叠部分不加或少加焊丝,速度要快。停弧后,氩气开关应延时10s左右在关闭,防止金属在高温下继续氧化。

4.2 接头时,在熔坑中间或靠后些引弧形成熔池后便可填充焊丝完成接头,“头与头”相接是在焊接水平或斜固定管时,当焊接另一侧的仰焊接头时,只以电弧将接头部位的原起始焊缝端部熔化,形成熔池,便可送丝,完成该处接头。
4.2.1 接头质量控制:
接头处理要有斜坡不能有死角,重新引弧的位置在原弧坑后面使焊缝重叠5mm-10mm,重叠处一般不填丝,焊丝紧贴坡口与钝边一起熔入、即将焊丝弯成弧形紧贴在坡口间隙处,焊接电弧熔化坡口钝边的同时也熔化焊丝。
5. 收尾方法
焊接过程在收尾时,应将熔坑填满,把电弧拉向对口的一侧电弧熄灭,最后收尾时,将始焊侧的焊道端熔化,将已熔金属与新熔化的熔池相碰接,再将新出现的熔池填满连接在一起。如有条件可采用电流衰减法,焊接终止时,停止填丝使焊接电流逐渐减小,从而使熔池体积不断缩小,最后断电,焊枪停止行走。
咨询联系:15538876654(同微信)



