





洛阳吉利速焊学校:管道向下焊工艺介绍,各种向下焊工艺焊接参数
洛阳吉利速焊学校
手工下向焊接技术与传统的向上焊接相比具有焊缝质量好、电弧吹力强、挺度大、打底焊时可以单面焊双面成形、焊条熔化速度快、熔敷率高等优点,被广泛应用于管道工程建设中。随着输送压力的不断提高,油气管道钢管强度的不断增加,手工下向焊接技术经历了全纤维素型下向焊——混合型下向焊——复合型下向焊接这一发展进程。
0 1
全纤维素型下向焊接技术
全纤维素型下向焊接对焊机的主要要求是:
(1)具有陡降外特性,静特性曲线A段适当提高。
(2)外拖推力电流起作用时其数值要足够大。
(3)适当提高静特性曲线外拖拐点,以达到小滴过度。
全纤维型下向焊接工艺参数见表1。该工艺的关键在于根焊时要求单面焊双面成形;仰焊位置时防止熔滴在重力作用下出现背面凹陷及铁水粘连焊条。我国早期的下向焊均是纤维素型。
表1 全纤维素型下向焊接工艺参数
0 2
混合型下向焊接技术
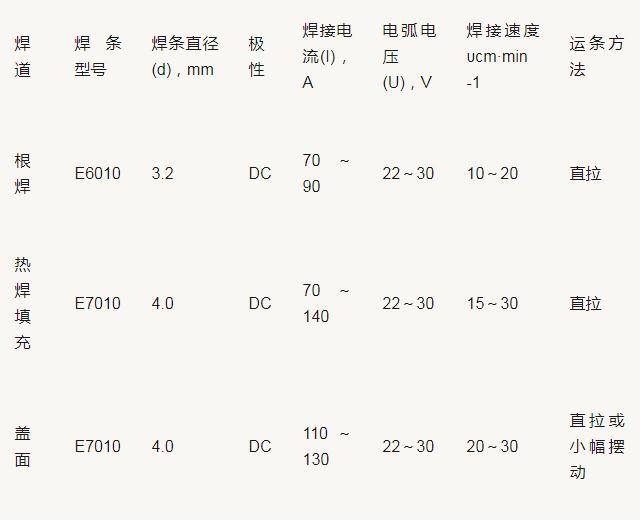
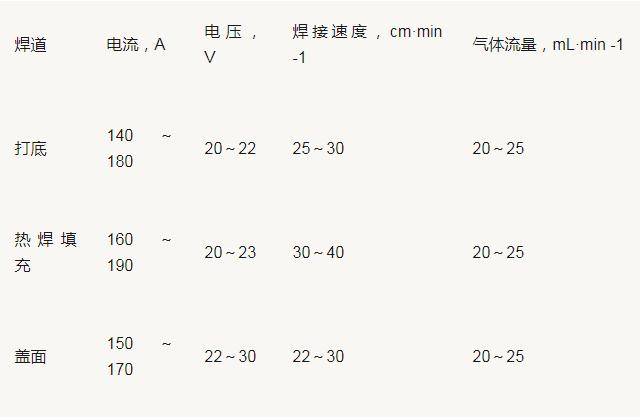
混合型下向焊接是指在长输管道的现场组焊时,采用纤维素型焊条根焊、热焊,低氢型焊条填充焊、盖面焊的手工下向焊接技术。主要用于焊接钢管材质级别较高的管道。
陕京管道是我国第一条采用下向焊工艺和进口钢管及焊材建成的长距离管道,其工艺参数见表2。

0 3
复合型下焊接技术
复合型下向焊是指根焊及热焊采用下向焊接方法,填充焊及盖面焊采用向上焊接方法的焊接工艺。其主要应用于焊接壁厚较大的管道。
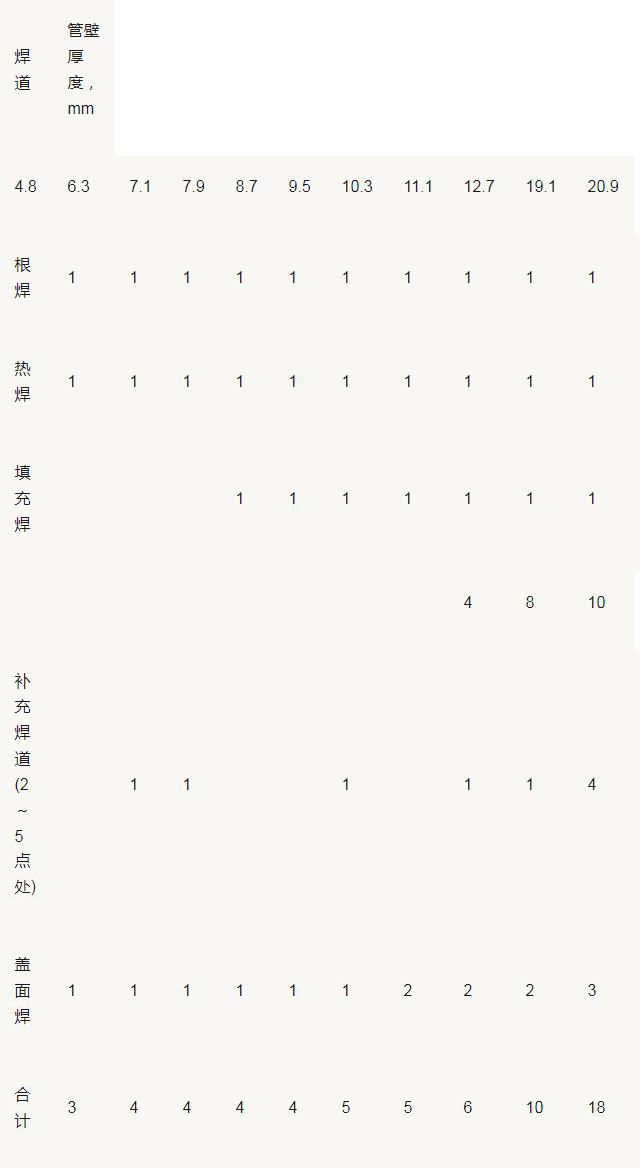
20世纪90年代末期,大壁厚管材广泛应用国内外油、气和水电工业长输管道中,水电工业的压力管道中一般管径达1m以上,壁厚达10~60mm,在我国北方寒冷地区油气管道壁厚也达到10~24mm。与传统的向上焊相比,由于下向焊热输入低,熔深较浅,焊肉较薄,随着钢管壁厚的增加焊道层数也迅速增加,焊接时间和劳动强度随之加大,单纯的下向焊难以发挥其焊接速度快、效率高的特点。手工电弧焊不同壁厚钢管焊接层次及道数推参考表见表3。而根焊、热焊采用向下焊,填充焊与盖面焊采用向上焊的复合下向焊技术则可发挥两种焊接方法的优势,达到优质高效的效果。在半自动气体保护下向焊接技术应用于管道建设之前,大壁厚管道多采用复合型下向焊接技术。如某工业园区输水管道工程所用钢管规格为1400mm×14mm,材质为Q235—A。焊接过程中根焊热焊用纤维素焊条J425G(E6010),填充焊和盖面焊采用普通E4303焊条,使焊缝焊道层数由单一下向焊所需的7~8层,减少为4~5层,焊接时间可缩短30min,大大提高了生产效率。
表3 手工下向焊不同壁厚钢管焊接层次及焊道数

0 4
半自动下向焊接技术的应用与发展
我国的半自动化焊接技术在长输管道建设中的应用是20世纪90年代逐步引进、发展起来的。由于半自动焊具有生产效率高、焊接质量好、经济性好、易于掌握等优点,自引进中国管道建设中以来迅速地发展起来。半自动下向焊接技术主要分为两种操作方法:药芯焊丝自保护半自动下向焊和活性气体保护半自动下向焊。
1.药芯焊丝自保护半自动焊技术
药芯焊丝适用于各种位置的焊接,其连续性适于自动化过程生产。工艺参数见表4(以X70钢管焊接为例)。
该工艺的主要优点:
(1) 质量好。焊接缺陷通常产生于焊接接头处。同等管径的钢管手工下向焊接接头数比半自动焊接接头数多,采用半自动焊降低了缺陷的产生机率。通常应用的NR204、NR207焊丝属低氢金属,而传统的手工焊多采用纤维素焊条。由此可知,半自动焊可降低焊缝中的氢含量。同时,半自动焊输人线能量高,可降低焊缝冷却速度,有助于氢的溢出及减少和防止出现冷裂纹。
(2) 效率高。药芯焊丝把断续的焊接过程变为连续的生产方式。半自动焊溶敷量大,比手工焊道少,溶化速度比纤维素手工下向焊提高警惕15%~20%。焊渣薄,脱渣容易,减少了层间清渣时间。
(3) 综合成本低。半自动焊接设备具有通用性,可用于半自动焊,也可用于手弧焊或其他焊接法的焊接。以焊接厚度为8.7mm钢管为例:手工焊至少需3组焊工完成,半自动焊只需2组焊工,至少可减少2名焊工,也相应减少了焊机数量和等辅助工装数量。同时,药芯焊丝有效利用率高,焊接坡口小,即节省填充金属使用量,又提高了焊接速度,综合成本只及手弧焊的一半。
表4 药芯焊丝自保护半自动下向焊参考工艺参数
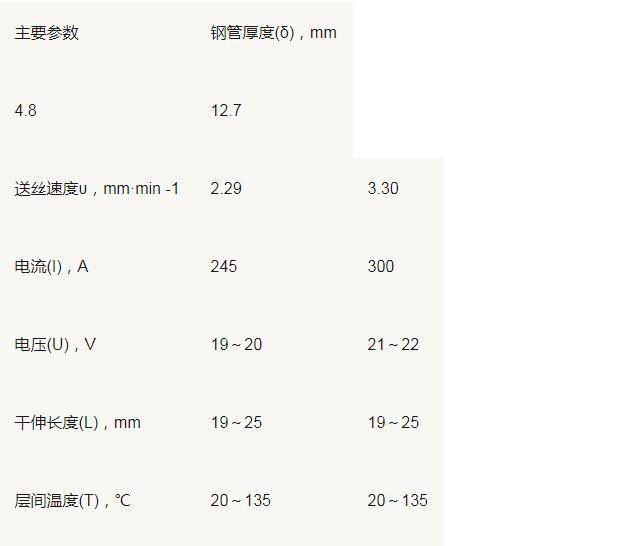
表5 药芯焊丝自保护半自动下向焊不同壁厚钢管焊道层数
2.CO2活性气体保护半自动下向焊接技术
CO2气体保护焊是一种廉价,高效的焊接方法。传统的短路过度CO2焊接不能从根本上解决焊接飞溅大,控制熔深与成型的矛盾。采用波形控制技术的STT型CO2半自动焊机,保证了焊接过程稳定,焊缝成形美观,干伸长度变化影响小,显著降低了飞溅,减轻了焊工劳动强度。
STT型CO2半自动焊时,焊机处于短路过渡方式,电源在一个过渡周期内,根据不同电弧电压值,输出不同的焊接电流。
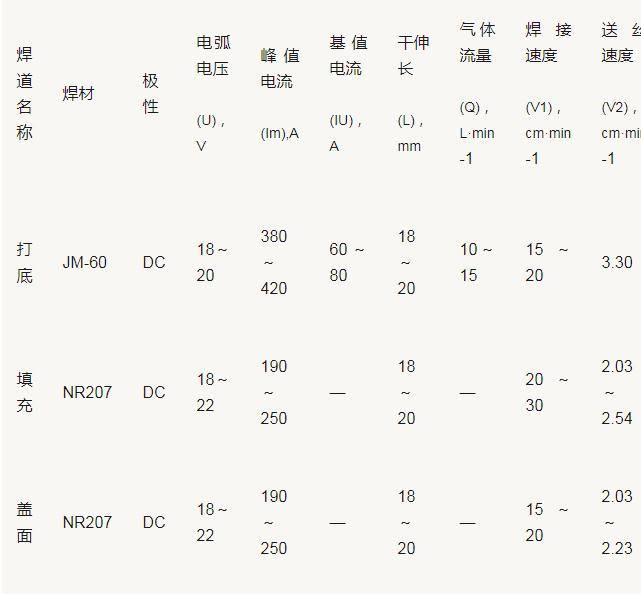
STT型CO2半自动焊以其优异的性能拓宽了CO2半自动焊在长输管道施工中的应用领域。中国石油天然气管道局曾在苏丹Muglad石油开发项目中首次使用了STT型CO2半自动下向焊接技术进行管道打底焊接,中原石油勘探局建筑集团公司正在施工的陕京管线复线京—石管线工程使用了STT型CO2半自动下向焊接技术,焊接工艺见表6。
表6 STT型CO 2半自动下向焊焊接工艺参数
STT型CO2半自动焊与药芯焊丝自保护半自动焊是目前国内常用的半自动下向焊接方法,展示了在管道焊接领域良好的应用前景。
0 5
全自动气体保护下向焊接技术
管道全自动气保护下向焊接技术使用可熔化的焊丝与主要焊金属之间的电弧为热焊来溶化焊丝和钢管,在焊接时向焊接区域输送保护气体以隔离空气的有害作用,通过连续送丝完成焊接。由于熔化极气保护焊时焊接区的保护简单,焊接区域易于观察,生产效率高,焊接工艺相对简单,便于控制,容易实现全位置焊接。
郑州—义马煤气管道工程(东段)钢管材质为16Mn,直径426mm,焊丝规格为H08Mn2SiA,焊丝直径1.0mm。采用该工艺焊接,焊接性能良好。工艺参数见表7。
表7 全自动活性气体保护下向焊工艺
该工艺可实现全位置多机头同时工作,打底焊可从管内部焊接,也可从管外部焊接。打底焊可采用向上焊以防止熔透不够成烧穿,易于单面焊双面成型。焊接参数的调节一般在控制台或控制面板上,主要调节参数有:电压、送丝速度、每个焊头移动速度、摆动频率、摆动宽度及摆延迟时间。应当注意的是,因每条焊道焊接参数不同,整个焊缝的焊接参数应根据管材规格及现场条件,通过焊接试验合格后方可应用于生产。
管道全自动气保护焊技术以其焊接质量高,焊接速度快等优点,在国外已经普及,而国内则处于推广阶段,我国自行研制的全自动气体保护焊设备已在郑州一义马煤气管道工程中得到应用。全自动气体保护下向焊接技术是我国长输管道下向焊接技术发展的方向。
0 6
下向焊接技术对工装设备及环境的要求
下向焊接技术的发展与进步依赖于焊机、对口器、送丝机构、行走机构等装备的技术成熟程度和焊材工艺性能的稳定性。长输管道工程各种下向焊接技术的应用主要有以下两个因素:
(1) 工程环境条件:
在一些环境恶劣的地区,限制了先进的焊接技术的应用。比如一些水网地带,因空气湿度大,对焊材的烘干、保管、使用要求严格,现场焊接多采用纤维素焊条手弧焊,原因是纤维素焊条比低氢型焊条在同等条件下气孔产生的倾向小。另一方面,水网地带施工现场,自动、半自动焊接设备运用困难较大而手工焊由于焊钳小,操作灵活简便,在满足焊缝力学性能的前提下,可根据现场条件选择可行的焊接方法。

(2)工装设备的技术状况:
先进的自动、半自动焊接设备会大幅度提高焊接效率,尽管更新装备需投人大量资金,在长输管道建设高峰期时代,其市场回报率是可观的。只有拥有技术,方可拥有市场。
在我国长输管道建设中,手工下向焊接技术曾广泛应用,手工下向焊打底、半自动下向焊填充盖面工艺是目前最为成熟的下向焊接工艺,惰性气体(CO2)保护下向焊打底、药芯焊丝自保护下向焊填充盖面半自动下向焊接技术目前正随着西气东输工程的建设而在全国得到迅速推广,全自动下向焊将是我国长输管道下向焊接技术的发展方向。

咨询联系:15538876654(同微信)



