





洛阳吉利速焊学校:评片时如何来区分平焊、立焊、横焊、仰焊及其焊接特点
洛阳吉利速焊学校
评片人员熟悉焊接方法(手工焊或自动焊)、焊接型式(单面焊或双面焊)和焊接位置(平焊、立焊、横焊、仰焊)及其影像的特征,对于正确的判断缺陷是有很大帮助的,而且这还是实际操作评片考试的内容,故本节作简要介绍。


手工焊都有各种形态的焊波影像(除非已打磨平滑),参见下图所示。




液化气钢瓶的焊缝一般是自动焊。采用双壁单投影或双壁双投影透照的管子对接环焊缝一般都是手工焊。

双面焊两面焊接,两面的余高都较宽,如下图所示,不存在较窄的根部影像。

焊接位置(平焊、立焊、横焊、仰焊)
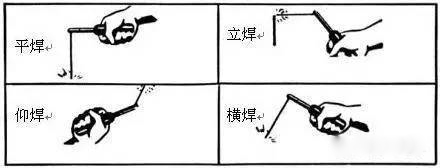
① 焊:焊板水平放置,焊条(或焊丝)竖直向下焊接的位置称为平焊。
自动焊绝大多数为平焊,无焊波。手工平焊的焊波弯弧较大,类似水波纹,参见焊缝外观图片。

②立焊:焊板垂直地面放置,焊道垂直走向,焊条(或焊丝)大致水平对准焊道进行焊接的焊接位置称为立焊。立焊大都为手工焊,从下往上焊接,焊波弧度较小。焊接时焊条左右摆动,有时形成左右两条焊波。参见焊缝外观图片。

③横焊:焊板垂直地面放置,焊道水平走向,焊条(或焊丝)大致水平对准焊道进行焊接的的焊接位置称为横焊。横焊都为手工焊,从左往右焊接或从右往左焊接,
特别是盖面时,先焊下焊道依次焊上焊道,从而形成沿焊缝纵向的焊沟,底片上会呈现出相应的焊沟影像,参见焊缝外观图。

④仰焊:焊板水平放置,焊条(或焊丝)竖直向上焊接的位置称为仰焊。
仰焊都为手工焊,这是最难焊的位置,熔焊金属如果顶不上去就会下榻。焊波弧度也较小,从影像上往往难于与立焊区别。一般焊缝表面有时呈现凹凸不平,单面焊易出现内凹缺陷,可借助判断。

仰焊的简介
焊接特点:
1.熔化金属因重力作用而下坠,熔池形状和大小不宜控制。
2.运条困难,焊件表面不宜焊的平整。
3.易出现夹渣、未焊透、焊瘤及焊缝成型不良等缺陷。
4.融化的焊缝金属飞溅扩散,容易造成烫伤事故。
5.仰焊比其他位置焊效率都低。
焊接要点:
1.对接焊缝仰焊,当焊件厚度≤4mm时,采用Ⅰ型坡口,选用φ3.2mm的焊条,焊接电流要适中;焊接厚度≥5mm时,应采用多层多道焊。
2.T型接头焊缝仰焊,当焊脚小于8mm时,应采用单层焊,焊脚大于8mm时采用多层多道焊。
3.根据具体情况,采用正确的运条方法:
(1)焊脚尺寸较小时,采用直线型或直线往复型运条,单层焊接完成;焊脚尺寸较大时,可采用多层焊或多层多道焊运条,第一层应采用直线型运条,其余各层可选用斜三角型或斜环型运条方法。
(2)无论采取那一种运条方法,每一次向熔池过度的焊缝金属均不宜过多。

平焊的简介
焊接特点:
1.熔焊金属主要依靠自重向熔池过度。
2.熔池形状和熔池金属容易保持、控制。
3.焊接同样板厚的金属,平焊位置的焊接电流比其他焊接位置的电流大,生产效率高。
4.熔渣和熔池容易出现混搅现象,特别是焊接平角焊缝时,熔渣容易超前而形成夹渣。
*酸性焊条熔渣与熔池不易分清;碱性焊条两者比较清楚;HG20581标准上明确表示:酸性焊条不能用于ⅡⅢ类容器。
5.焊接参数和操作不当时,易形成焊瘤、咬边、焊接变形等缺陷。
6.单面焊背面自由成型时,第一道焊缝容易产生焊透程序不均、背面成型不良等形象。
焊接要点:
1.根据板厚可以选用直径较大的焊条和较大的焊接电流焊接。
2.焊接时焊条与焊件成60~80°夹角,控制好熔渣和液态金属分离,防止熔渣出现超前现象。
3.当板厚≤6mm时,对接平焊一般开Ⅰ型坡口,正面焊缝宜采用φ3.2~4的焊条短弧焊接,熔深可达板厚的2/3 ;背面封底前,可以不清根(重要结构除外),但熔渣要清理干净,电流可以大些。
4.对接平焊若有熔渣和熔池金属混合不清现象时,可将电弧拉长、焊条前倾,并做向熔池后方推送熔渣的动作,防止夹渣产生。
5.焊接水平倾斜焊缝时,宜采用上坡焊,防止夹渣和熔池向前方移动,避免夹渣。
6.采用多层多道焊时,应注意选好焊道数和焊接顺序,每层不宜超过4~5mm。
7.T型、角接、搭接的平角焊接接头,若两板厚度不同,应调整焊条角度将电弧偏向厚板一边,使两板受热均匀。
8.正确选用运条方法
(1)焊厚≤6mm时,Ⅰ型坡口对接平焊,采用双面焊时,正面焊缝采用直线型运条,稍慢;背面焊缝也采用直线型运条,焊接电流稍大些,速度快些。
(2)板厚≤6mm,开其他形式的坡口时,可采用多层焊或多层多道焊,第一层打底焊宜采用小电流焊条,小规范电流、直线型运条或锯齿形运条焊接。填充层焊接时,可选用较大直径的焊条和较大焊接电流的短弧焊。
(3)T型接头平角焊的焊脚尺寸<6mm时,可选用单层焊,用直线型、斜环形或锯齿形运条方法;焊脚尺寸较大时,宜采用多层焊或多层多道焊,打底焊采用直线型运条方法,填充层可选用斜锯齿形、斜环形运条。
(4)多层多道焊一般宜选用直线型运条方法焊接。

立焊的简介
焊接特点:
1.熔池金属与熔渣因自重下坠,容易分离。
2.熔池温度过高时,熔池金属易下淌形成焊瘤、咬边、夹渣等缺陷,焊缝不平整。
3.T型接头焊缝根部容易形成未焊透。
4.熔透程度容易掌握。
5.焊接生产率较平焊低。
焊接要点:
1.保持正确的焊条角度;
2.生产中常用的是向上立焊,向下立焊要用专用焊条才能保证焊缝质量。向上立焊时焊接电流比平焊时小10~15%,且应选用较小的焊条直径(<φ4mm)
3.采用短弧施焊,缩短熔滴过渡到熔池的距离。
4.采用正确的运条方法。
(1)T型坡口对接(常用于薄板)向上立焊时,常用直线型、锯齿形、月牙形运条法施焊,最大弧长不大于6mm。
(2)开其他形式坡口对接立焊时,第一层焊缝常采用断焊、摆幅不大的月牙型、三角形运条焊接。其后各层可用月牙形或锯齿形运条方法。
(3)T型接头立焊时,焊条应在焊缝两侧及顶角有适当的停留时间,焊条摆动幅度应不大于焊缝宽度,运条操作与其他坡口形式的立焊相似。
(4)焊接盖面层时,焊缝表面形状决定于运条方法。焊缝表面要求稍高的可以选用月牙形运条;表面平整的可采用锯齿形运条(中间凹形与停顿时间有关)。
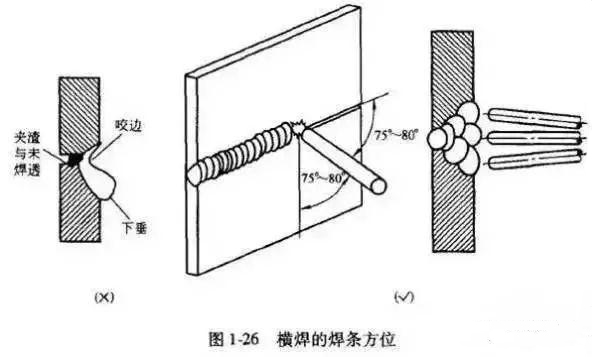
横焊的简介
焊接特点:
1.熔化金属因自重易下坠于坡口上,造成上侧产生咬边缺陷,下侧形成泪滴型焊瘤或未焊透缺陷。
2.熔化金属与熔渣易分离,略似立焊。
焊接要点:
1.对接横焊开坡口一般为V型或K型,板厚3~4mm的对接接头可用Ⅰ型坡口双面焊。
2.选用小直径焊条,焊接电流较平焊时小些,短弧操作,能较好的控制熔化金属流淌。
3.厚板焊接时,除打底焊缝外,宜采用多层多道焊。
4.多层多道焊时,要特别注意控制焊道间的重叠距离。每道叠焊,应在前一道焊缝的1/3处开始施焊,以防止产生凹凸不平。
5.根据具体情况,保持适当的焊条角度,焊接速度应稍块且均匀。
6.采用正确的运条方法。
(1)Ⅰ型对接横焊时,正面焊缝采用往复直线运条方法较好;稍厚件宜选用直线型或小斜环形运条,背面用直线型运条,焊接电流可适当加大。
(2)采用其他坡口对接横焊,间隙较小时,打底焊可采用直线运条;间隙较大时,打底层采用往复直线型运条,其他各层当多层焊时,可采用斜环形运条,多层多道焊时,应采用直线型运条。
咨询联系:15538876654(同微信)



