





洛阳吉利速焊学校:定位焊,这些规范不了解的话吗,你是焊不好!
 洛阳吉利速焊学校
洛阳吉利速焊学校
定位焊,大家都不陌生,
但真让你说清楚你能吗?
跟着小编来学习基本要求吧

01
焊接时如需预热则定位焊前亦应进行预热,预热温度应比正常焊接时提高 30 ℃ 一 50℃。
0 2
定位焊为间断焊,工件温度较正常焊接时低,由于热输入量不足,易产生未焊透,故焊接电流应比正常焊接时提高 10 %一 15 % 。
0 3
在焊缝交叉处和焊缝方向急剧变化处不应进行定位焊,可离开 50 mm 左右进行定位焊 。

0 4
定位焊时,焊接拘束度大,容易开裂,为了防止开裂,应尽量避免强行组装。

0 5
当发现定位焊焊缝中存在裂纹和不允许的缺陷时,应及时铲除掉并移位重焊。
0 6
定位焊起头和结尾处应圆滑以防焊缝接头在该处产生未焊透。
0 7
对于珠光休耐热钢和标准屈服强度下限值 σs ≧392 MPa 的低合金钢定位焊时应在坡口内引弧,
严禁在母材表面引弧。定位焊后应尽快进行焊接并焊满整个焊缝,避免中途停顿时间过长。
0 8
不锈钢定位焊应在坡口内进行,需要加焊辅助板时应用与母材相同钢种的材料去除辅助板时应防止损伤基体金属焊接处应打磨光滑 。
09
不锈复合钢板定位焊应在基层金属坡口内采用焊接基层金属的焊接材料进行。

另外我们通过图片看看大家经常会出现的定位焊的缺陷

定位焊高度过高导致焊缝突出
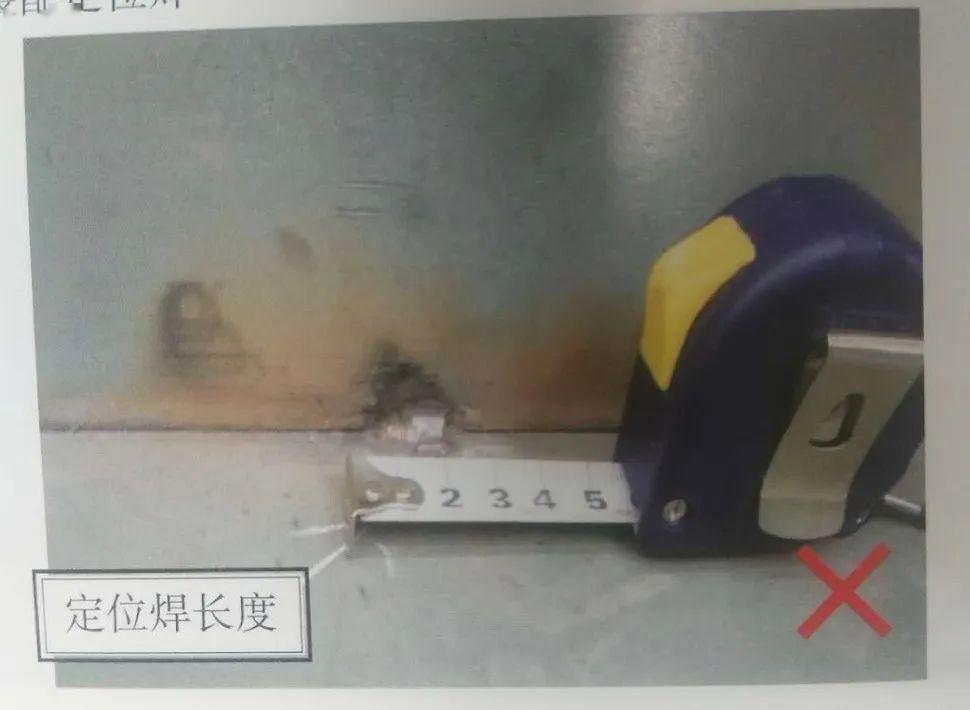
定位焊长度过短
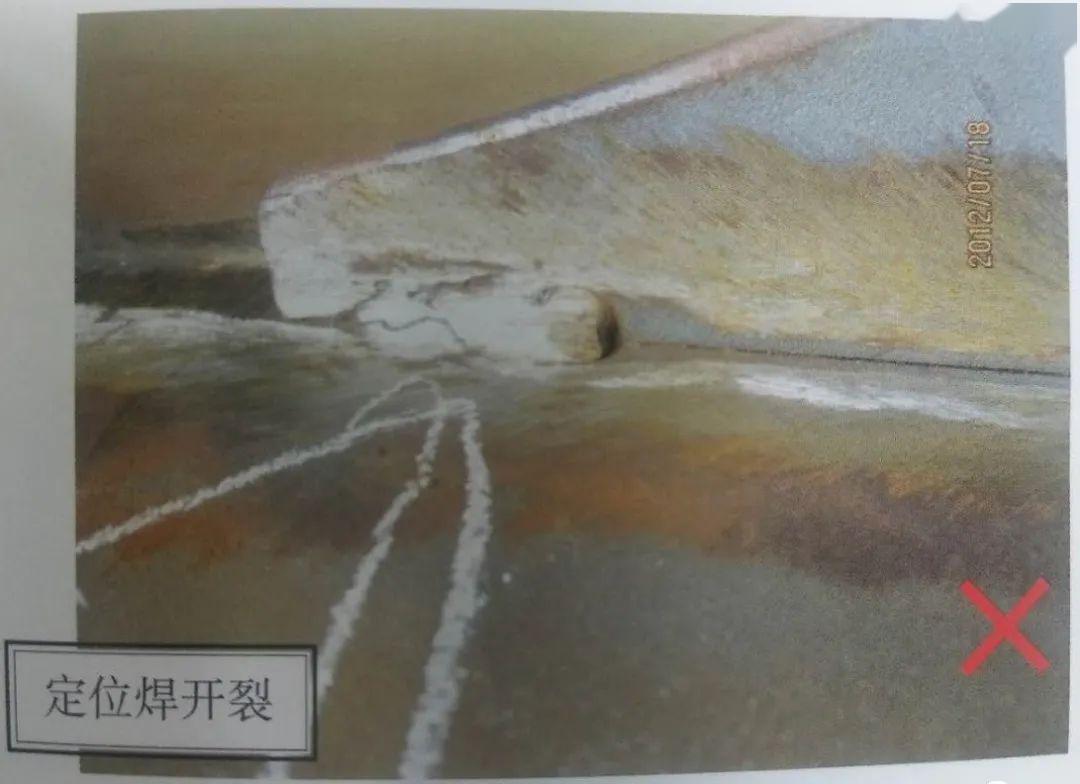
定位焊发生开裂

定位焊未清渣

定位焊气孔
而规范的定位焊应该是这样的:

定位焊距离端部应该至少为50mm

定位焊间距250-350mm,高度小于3mm

定位焊尺寸要求
咨询联系:15538876654(同微信)



