





洛阳吉利速焊学校钎缝缺欠,原来与其他焊接缺陷差距这么大
洛阳吉利速焊学校
0 1
裂 纹
01、裂纹:钎焊过程中产生的应力值超过钎缝金属的强度极限时,将出现局部开裂现象,形成钎焊裂纹。钎焊裂纹为非本征缺陷,可能出现在钎缝内部或表面,经常由其他缺欠引发。易产生钎焊裂纹的情况有:①钎料与母材相互作用,在钎缝界面产生较厚的脆性化合物层,使接头脆化,在应力作用下导致在脆性相内部或沿脆性相层开裂;②异种材料钎焊时,两种材料之间的变形不匹配产生内应力,引起钎缝开裂;③钎料的结晶间隔较大时,凝固过程中产生较大的收缩应力,在钎焊过程中导致沿钎料晶界的开裂;④钎缝腐蚀区、气孔、夹杂等缺陷在内应力的作用下,形成裂纹;⑤钎焊接头中有较大的残余应力时,在工件使用过程中导致钎缝开裂。
钎焊界面裂纹

0 2
气 孔
02、气孔:由于钎剂保护不够、钎剂气化、母材潮湿或表面未处理干净等,钎焊材料中残留的、熔融钎料吸收或冶金反应产生的气体,在钎缝凝固过程中未逸出,残留在钎缝内部形成气孔。气孔属于非本征缺欠,可通过控制钎焊材料或工艺避免。钎缝内的气体来源有:①熔融钎料高温时吸收的气体;②液态钎料内部冶金反应产生的气体;③钎剂在加热过程中气化或分解产生的气体;④母材高蒸气压元素蒸发溶解在液态钎料中的气体;⑤钎料填缝时大、小包围内包围的气体;⑥钎焊材料或母材中残留的气体。
钎焊界面气孔

03、缩孔和疏松:钎缝凝固过程中固相不断增多,当固相达到一定数量时,固相骨架将残余的液态钎料分割形成小熔池,在随后的冷却过程中,小熔池内的液体钎料将发生液态收缩和凝固收缩,已经凝固的钎料合金则发生固态收缩。由于熔池金属的液体收缩和凝固收缩之和大于固态收缩,两者之差引起的孔洞得不到外部液体钎料的补充,在相应部位形成的大而集中的气孔称为缩孔,分散而细小的孔洞称为疏松。固液区间较大的钎料钎焊时,易产生缩孔和疏松。
04、隐形卵:钎缝气孔内部隐藏的金属球,称为隐形卵,分为两类:①由于钎焊操作不当,液态钎料飞溅形成表面氧化的金属球,未被流铺钎料重熔,金属球与周围的金属未充分融合,形成隐形卵;②钎缝凝固后期,由于固态相变体积膨胀,低熔点共晶液相沿着晶界被挤入到气孔中,气孔中的液态钎料在表面张力作用下形成球形,凝固后以球形依附在气孔内壁,形成隐形卵。
0 3
固体夹杂
05、夹渣:残留在钎缝中的熔渣,其来源为:①钎料中的熔渣,由于熔炼和浇铸过程中浮渣未清理干净或熔炼时在钎料合金内部产生悬浮的氧化物造成;②工件表面残留的污染物。夹渣属于材料因素引致的缺欠,通过严格控制钎焊材料可以避免。
钎缝中的夹渣(黑色点)

06、氧化物夹杂:由于钎剂或气体保护不充分,钎焊过程中通过冶金反应产生金属氧化物,在凝固过程中未被还原或排出,残留在钎缝中形成氧化物夹杂,属于工艺因素导致的钎缝缺欠。
07、钎剂夹杂:钎焊过程中,液态钎料填缝时未能将多余的钎剂或其作用产物从钎缝间隙中排出,滞留在钎缝中形成钎剂夹渣。产生的原因主要有:①液态钎剂或钎剂产物流动性差;②钎剂用量过多或放置不当;③封闭钎缝未留排渣孔;④液态钎剂及其反应产物密度大于液态钎料,阻碍排出。
08、表面氧化或腐蚀:由于钎焊过程中保护不当,致使表面发生氧化反应,导致钎缝失去原有钎料合金金属色泽的现象。两种情况易引起表面氧化:①钎剂用量过少或气氛保护不好,钎焊过程中钎料金属与外界环境发生反应;②钎剂或钎剂残渣对钎缝具有强烈的腐蚀作用,钎焊后未及时清洗,致使钎缝表面被腐蚀。
04
未熔合和未钎透
09、钎料未熔化:当钎焊温度不够高或钎焊过程中未能及时去除钎料表面氧化物时,钎料将发生不熔化现象,具体原因有:①钎料温度未达到钎料熔化温度;②钎料表面氧化膜未被钎剂还原;③钎料部分元素蒸发,引起钎料成分变化,钎料熔化温度升高。
10、未钎透:钎焊过程中因钎料、钎剂选用不当或数量不足、钎焊表面未处理干净、钎焊工艺不适合、接头设计不合理等,使钎料不能填满钎缝间隙,形成未钎透缺欠。
未钎透

05
形状和尺寸不良
11、钎缝形貌不良:钎缝成形过程中,由于操作不当或钎料、钎剂、钎焊工艺选用不当等,造成的钎缝未填满、未形成圆角或圆角不连续、表面不光滑、母材处有凹陷等现象,称钎缝形貌不良。
12、尺寸不良:由于钎缝装配不当、钎焊工艺不适当、操作不当等原因,造成钎缝外形尺寸与设计要求或有关标准规定的尺寸不相符合。主要表现为钎缝间隙不符合要求、钎缝变形、钎缝错边、钎缝搭接/套接长度不符合要求、钎缝堆高等。
钎缝形貌不良

13、残余应力:由于不均匀温度场或异种材料线膨胀系数差异,导致钎焊过程中钎缝及母材不同部位或不同母材之间发生的变形不匹配,钎缝中产生内应力。冷却后钎缝中未能消除的内应力,称为钎焊残余应力,残余应力一般会导致工件的变形。
06
成分和组织变异
14、烧蚀:钎焊温度过高时钎料中部分金属元素蒸发或与周围环境发生化学反应,引起钎料合金元素缺损、化学成分和微观组织发生变化,称为烧蚀。
15、熔蚀:由于钎焊温度过高,母材内部低熔点相熔化,并顺着烧结缝隙流出母材,使母材出现塌陷的现象,称为熔蚀。
16、溶蚀:由于钎料选用不当或用量过多、钎焊温度过高等,钎焊过程中母材因过分向钎料中溶解造成表面凹陷甚至穿孔的现象溶蚀,一般发生在钎料安置处或钎角处。下列情况易发生溶蚀:①过共晶成分钎料,母材向钎料中溶解使钎料熔点下降,将导致钎料过度溶解;②钎焊温度过高、时间过长,使母材向钎料中过度溶解。
17、熔析:亚共晶钎料钎焊过程中,由于钎焊温度升温缓慢,造成低熔点钎料很快流走,高熔点相在钎焊温度下不能熔化,钎缝凝固后,在钎料流入端留下未熔化钎料瘤的现象,称为熔析。
18、液析:钎焊过程中,液态钎料中部分合金元素富集,形成钎料液态偏析,凝固过程中,元素富集形成的高熔点相优先从液态钎料中析出,造成钎缝化学成分不均匀,称为液析。
19、母材组织变异:由于钎焊温度过高、钎焊时间过长、液态钎料向母材扩散等,使钎缝附近母材组织的晶粒大小、形状、取向或合金元素分布发生改变,称为母材组织变异。
发生熔蚀的铝合金钎焊界面

07
其他缺欠
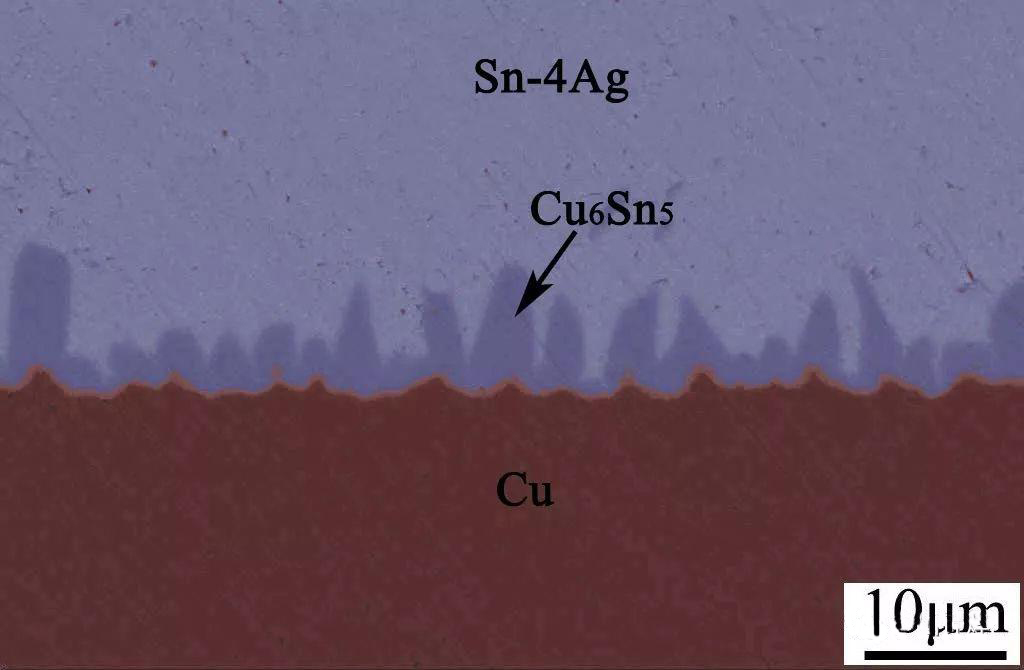
20、界面脆性化合物:钎料和母材中含有电负性差值较大的元素时,界面容易出现按通常的化学价规律形成的金属间化合物,如铜铝化合物、铜锡化合物、银锡化合物等,属于本征缺欠。由于金属间化合物一般较脆,过度生长时易造成钎焊接头脆化。
钎焊界面金属间化合物层
21、乱流:由于钎料或钎剂用量过多、钎焊工艺不适当等,钎料熔化后向钎缝间隙外的零件表面流出,造成钎料流动性得不到控制,这种钎料过分流出钎缝间隙的现象称为乱流。
咨询联系:15538876654(同微信)



