





洛阳吉利速焊学校:如何焊好管道焊缝的焊接?
洛阳吉利速焊学校
焊接设备:该焊接工作使用国产焊机即可;填充、盖面使用自动化焊接设备。
焊接材料:根焊焊接母材选择焊丝,比如304或者316的不锈钢丝盘。
坡口清理:组对前,首先进行坡口清理。用角向磨光机或电动钢丝刷清除坡口及正反面边缘25mm范围内的油、锈、水及其它污物,直至全部露出金属光泽。
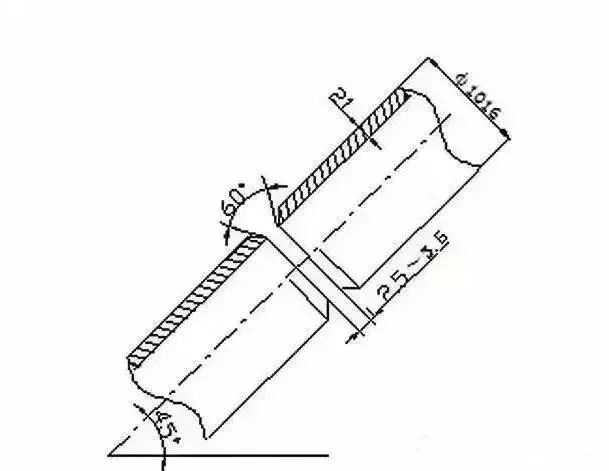
管口组对:管口组对直接影响根焊质量,必须严格按焊接工艺参数进行,控制坡口钝边控制在0.5~2.0mm范围内;因为焊接过程全程为自动化焊接,坡口间隙可以不留。下图为手工焊接,留了2.5~3mm的间隙。
管口组队有关参数
管口定位焊:管口定位使用内卡点固,可用8~10个U型卡,均匀对称分布于管口内,牢固焊接。然后将焊件以斜45°位置固定在焊架上。
倾角示意图
二、施焊
1.选择焊接工艺参数
焊接工艺参数是指导焊接操作的重要依据,从根焊打底,到填充、盖面焊,都必须守焊接工艺规程,严格控制焊接工艺参数。
2.根焊
焊前预热:X70钢级较高,有较强的裂纹倾向,根焊前必须进行预热,将坡口及周围加热到80~120℃,方可进行根焊。
根焊:又称打底,一般自熔母材不需填丝。通常高温高压的管道焊接必须要通过一级或者二级的探伤实验,这就必须焊道内部需要充氩气保护,以便达到单面焊接双面成型,这个需要足够的经验,面对各种材质、尺寸的管道件调出相应的打底焊接参数,该设备具有相应的经验数据,可随机存储焊接工艺达百套,焊接可实现一键操作。
采用短弧操作,防止产生气孔,利于坡口根部熔透,防止产生未焊透和未熔合,同时要防止产生内凹和塌陷,并做到更换焊条时接头处饱满。
根焊焊完后,应彻底清除表面熔渣和飞溅,尤其是焊缝与坡口表面交界处应清理干净,避免在下层焊道焊接时产生夹渣。
3. 填充焊
X70级钢材有一定的裂纹倾向,为防止产生裂纹,必须保证层间温度达到80℃以上,冬季焊接施工必须采取适当的加热措施。
根焊完成后,应立即进行焊层清理,紧接着进行热焊层及填充层的焊接;填充层的焊接缺陷主要为气孔、夹渣和未熔合。填充焊时保持短弧焊接;采用直线运条或稍作摆动;自上而下不断调整焊枪倾角。

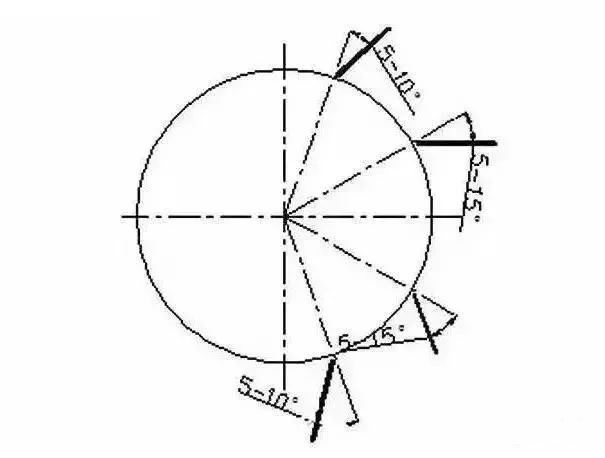
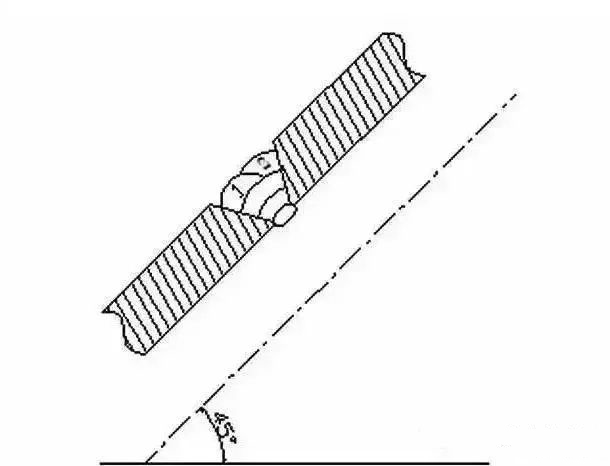
焊丝保持如图2所示角度;每层焊接完毕,必须先用磨光机或电动钢丝刷将熔渣清理干净,再焊下一层;填充层较宽时,可用排焊,要先排下道再排上道,依次往上,如图3所示,焊道要求均匀、饱满,两侧熔合良好。
特别应该注意,填充焊最后一层时,不能破坏坡口边缘,保证盖面层坡口轮廓分明(如图3所示),为盖面焊控制熔宽提供参照。
填充层焊道顺序
4.盖面
盖面焊应该做到焊缝外观尺寸合格,无焊接缺陷,成型美观,是焊口的最后一道工序,也是关键工序。
斜45℃管口盖面焊,有突出的难点,外观容易出现咬边和焊缝超高的缺陷,焊道之间容易出现沟槽,必须采用适当的工艺方法
严格按工艺参数要求,采用直线稍加摆动运条,摆动幅度要适当,熔化两侧坡口边缘1.5mm~2mm为宜,采用摆动运条,有利于气体析出和熔渣上浮,可防止气孔和夹渣产生;
施焊时宜要先排上道,再排下道,如图4所示,这样不仅可适当减少排焊道数,且易于控制焊缝咬边、焊道超高及焊道之间出现沟槽等现象,焊道之间过渡平缓,成型美观,利于提高焊缝质量和效率。

盖面层焊道示意
咨询联系:15538876654(同微信)



