





洛阳吉利速焊学校:N80Q钢级怎么焊接合适?
洛阳吉利速焊学校
1N80Q钢材料性能分析
1.1化学成分
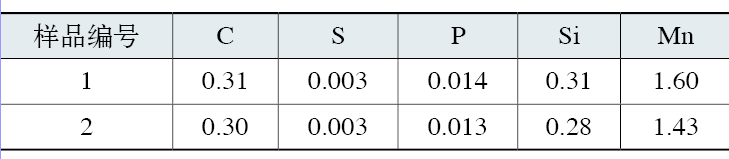
对N80Q钢级的焊接性相关研究领域,国内存在着空白。先从其化学成分复验开始。N80Q化学元素分析依据检测标准API SPEC 5CT—2011,化学成分见表1。
表1 化学成分(质量分数) (%)
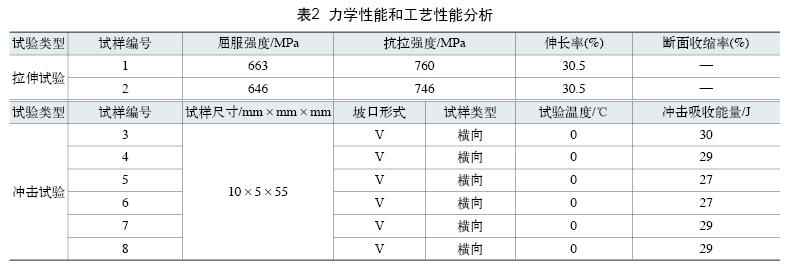
1.2力学性能和工艺性能
N80Q力学性能和工艺性能分析依据检测标准API SPEC 5CT—2011。力学性能和工艺性能分析见表2。拉伸试验的试件规格为φ139.7mm×9.17mm。
1.3碳当量和冷裂纹敏感指数分析
通过计算得出N80Q的碳当量CE=0.589%>0.5%,冷裂纹指数Pw=0.46>0,有一定的淬硬组织,冷裂纹倾向敏感,焊接性比较差[1-2]。

2焊接工艺评定
综合考虑N80Q的焊接性,制定焊接工艺时,应降低焊接接头的焊接应力、控制淬硬组织的产生,并设法减少焊缝中扩散氢的含量。
2.1预热温度
通过计算确定焊接时预热温度为180℃,层间温度均保持在180~200℃。
2.2焊前准备
1)将坡口两侧20mm的范围内用抛光机将铁锈、油污及杂物清理干净。
2)接头形式采用管对接接头进行工艺评定。
3)焊工资质及焊接设备。具有相应焊接资质的焊工担任焊接。焊接设备选用ZX7-400S逆变式焊机。
4)焊接材料的选用。为了保证具有与产品技术条件相匹配的力学性能,选用E8015-G低氢焊条和ER76-1焊丝。焊条烘干温度350℃,烘干1h。此类焊条尽量使用多少烘干多少,切不可重复烘干。焊条的领取和发放严格按使用规定发放,使用时焊条存放在保温筒中,随用随取。
2.3焊接环境
为了保证焊接的顺利进行,此焊接在厂房内进行。环境温度20℃以上,风速<10m/s,厂房相对湿度<20%。
2.4焊接方法及焊接顺序
焊接方法采用氩弧焊打底,焊条电弧焊填充和盖面,即单面焊接双面成形法。焊完每一层,采用抛光机和钢丝刷将焊道内药渣及飞溅清理干净。各焊层焊道的接头应尽量错开。
2.5预热温度
焊前预热可以有效地降低冷却速度,防止冷裂纹产生,从而改善接头的组织,并有利于氢的析出,是生产中最常用的一种方法。我们采用电脑温度控制仪器进行电阻丝加热,当温度达到260℃时开始焊接。
2.6层间温度的控制
焊接过程中,继续采用电脑温度控制仪器进行电阻丝加热,保证层间温度在260~270℃之间,并用红外线测温仪器测定焊道,保证焊道的温差在±10℃之间。
2.7焊接热输入的确定
由于N80Q的焊接性,制定焊接工艺时,应降低焊接接头的焊接应力,控制淬硬组织的产生,设法减少焊缝中扩散氢的含量,采用小的热输入,减少粗晶区NbC的固溶分解及晶粒长大,防止冷却速度过大而出现淬火组织,提高塑性和韧性。
焊接时适当选择小电流、低电弧电压和适当提高焊接速度来控制焊接热输入,同时焊接时采用多层多道焊法,焊条尽量不摆动。
2.8焊后热处理
用罩式热处理炉进行焊后热处理,淬火温度(850±10)℃,保温2h,回火温度(560±20)℃,保温3h。
2.9焊接参数
焊接工艺评定所用焊接参数见表3。

3焊后检测
3.1外观检测
热处理后,试件外观检测合格,并进行RT检测,Ⅰ级合格。
3.2力学性能检测
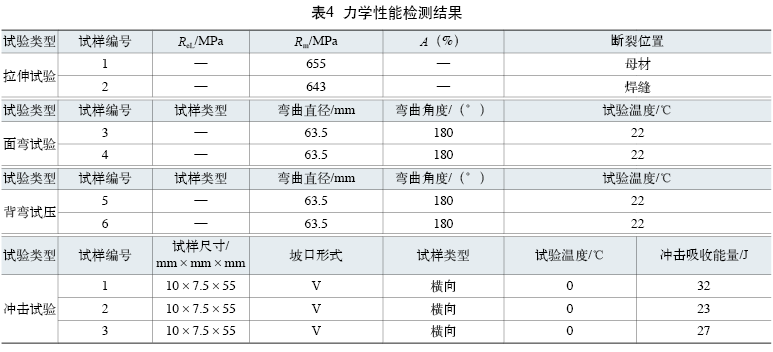
按照《钢结构焊接规范》(AWS D1.1/D1.1M—2015)执行。主要评定缩减断面拉伸试样2件,面弯试样2件,背弯试样2件。力学性能检测结果见表4。
4结束语
N80Q焊接工艺评定合格后,在井口密封器项目中用库存N80Q管材成功替代20管材,既保证了产品质量,又创造了新的经济增长点。
咨询联系:15538876654(同微信)



