





洛阳吉利速焊学校:内部资料:CO2气体保护焊操作技术,值得收藏!!
洛阳吉利速焊学校
ー、CO2气体保护焊引弧
CO2气体保护焊与焊条电弧焊引弧的方法稍有不同,不采用划擦式引弧,主要是碰撞引弧,但引弧时不必抬起焊枪。
具体操作步骤如下:
1.引弧前先按焊枪上的控制开关,点动送出一段焊丝,焊丝伸出长度小于喷嘴与焊件间应保持的距离,超长部分应剪去。如图所示。

若焊丝的端部出现球状时,也必须预先剪去,否则引弧困难。

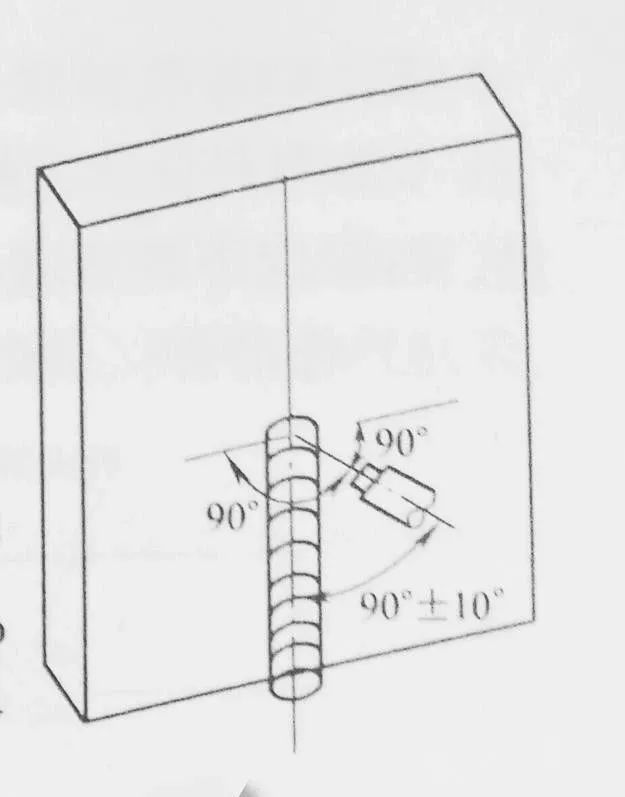
2.将焊枪按要求(保持合适的倾角或喷嘴高度)放在引弧处(见图)。注意此时焊丝端部与焊件未接触,喷嘴高度由焊接电流决定。
3.按焊枪上的控制开关,焊机自动提前送气,延时接通电源,保持高电压,慢送丝,当焊丝碰撞焊件短路后,自动引燃电弧。引弧时要稍用力下压焊枪,防止因焊枪抬起太高,电弧太长而熄灭。

二、CO2气体保护焊焊枪摆动方式
板平焊对接CO2气体保护焊时,应根据坡口间隙的大小采用不同的摆动方式,
当坡口间隙较小为0.2-1.4mm时,一般采用直线焊接或者小幅度摆动。
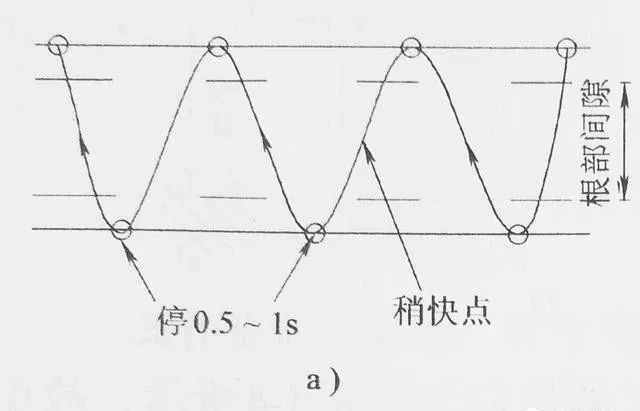
当坡口间隙为1.2-2.0mm时,采用锯齿形的小幅度摆动,在焊道中心稍快些移动,而在坡口两侧大约停留0.5~1s,如图所示。
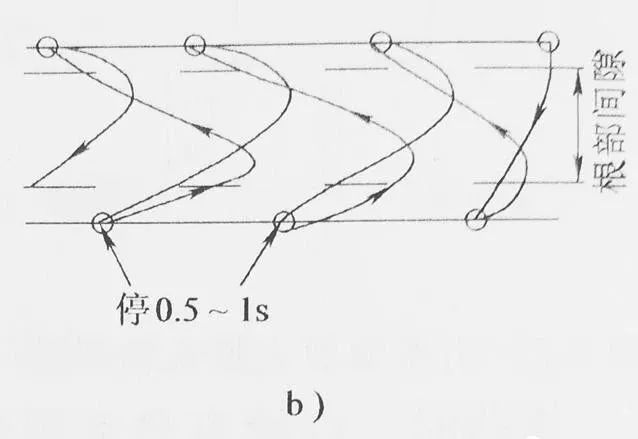
当坡口间隙更大时,摆摆动方式在横向摆动的同时还要前后摆动,这时不应使焊接电弧直接作用到间隙上,如图所示。
单道平焊位角焊缝焊接时,为了得到较大的焊脚,可以采用小电流,做前后摆动的方法。
船位角焊缝焊接时,做 前后月牙形摆动的方法。
当向下立焊时,熔池中的铁液极易向下流淌,应采用小规范电流,焊枪可以做直线式或小摆动法移动,依靠靠电弧的吹力把熔池金属推上去,焊枪角度如图所示。

电弧应始终保持在熔池金属的前方,不要要使铁液流到电弧的前面去
向上立焊时,焊枪的角度如下图图所示。
要求单道焊小焊脚的情况下,采用锯齿形小幅度摆动。
由于这时的热量集中,焊道易凸起,所以在均匀摆动的情况下,应快速向上移动。
如果要求较大的焊脚,采用上图月牙摆动方式,在焊道中心部分快速移动,而在两侧应停留0.5~1s,以便防止咬边。
但这时应该注意 不得使焊枪的角度用向下弯曲的月牙摆动,因为这种摆动易引起铁液流淌和产生咬边。

向上立焊进行单道焊时,容易得到平坦而光滑的焊道,通常最大焊脚尺寸可以达到12mm。
要求更大焊脚尺寸时,应采用多层焊。多层焊时,第一层采用小摆动,而第二层采用月牙形摆动方式。
如果要求很大焊脚时,第一层也可以采用三角形摆动。两侧及根部三点都要停留0.5-1s,并均均匀向上移动。以后各层可以采用牙形摆动。
焊缝欣赏

咨询联系:15538876654(同微信)



