





洛阳吉利速焊学校:玩转气保焊你只需知道这些个技巧,离焊接大神就不远了!
洛阳吉利速焊学校
一、影响因素:
气体保护焊的工艺参数(焊接范围)主要包括:
①、焊丝直径、焊接电流、电弧电压。
②、焊接速度(参考与焊条电弧焊)
③、焊丝伸击长度、气体流量、电源极性等。
焊接电流与工件的厚度,焊丝直径、施焊位置以及熔滴过渡时的形式有关:
1、通常直径为0.8-1.6mm的焊丝。
2、短路过渡时焊接电流在50-230A内选择。
3、粗滴过渡时焊接电流在250-500A内选择。

除上述参数外,焊枪角度、焊枪与母材的距离等因素对焊接质量也有影响。
1、若焊枪成逆向倾角时则:
(1)焊缝狭窄。(2)余高大。(3)熔深大。(4)易产生气孔。
2、若焊丝直径大则:
(1)飞溅多。(2)电弧不稳定。(3)熔深小。
3、若焊接速度高则:
(1)焊缝狭窄。(2)熔深小。(3)余高小。(4)易产生咬边。
4、保护气体:
(1)若流量小或风大则产生气孔。
(2)随气体种类的不同而有不同的电弧状态焊缝形状、熔敷金属的性质。
5、若导电嘴与母材之间的距离大则:
(1)在一定送丝速度下电流减小,熔深小。(2)焊缝容易弯曲。
6、喷嘴高度过高则:(1)气体保护焊效果变坏。(2)产生气孔。
高度过低则:(1)由于飞溅而容易堵塞不能长时焊接。(2)焊接不清晰。
7、若焊接电流大则:
(1)焊缝宽。(2)熔深大。(3)余高大。(4)飞溅颗粒小而少,焊缝成形不好。
8、弧长长时则:
(1)焊缝宽。(2)熔深小。(3)余高小。(4)飞溅颗粒大。
9、若大量的附有油污、锈迹等就会产生气孔。

二、操作要点
1、引弧,采用短路法引弧,引弧前先将焊丝端头较大直径球形剪去使之成锐角,以防产生飞溅,同时保持焊丝端头与焊件相距2—3mm,喷嘴与焊件相距10—15mm。
启动→提前送气1—2S→送丝供电,开始焊接→停止焊接,停丝停电→稍后停气
2、直线焊接,整条焊缝往往在始焊端,焊缝的链接处,终焊端等处最容易产生缺陷,所以应采取如下的特殊处理措施:
(1) 始焊端焊件始焊端处较低的温度应在引弧之后,先将电弧稍微拉长一些,对焊缝端部适当预热,然后再压低电弧进行起始端焊接,这样可以获得具有一定熔深和成形比较整齐的焊缝。
平焊焊接工艺参数:
焊丝直径:1.0—1.2 mm;
焊接电流:130—260 A;
电弧电压:22—28 V;
焊接速度:20—30 m/h;
气体流量:10—15 L/min。
起始端运丝法对焊缝成形的影响:
a) 长弧预热起焊的直线焊接

b) 长弧预热起焊的摆动焊接
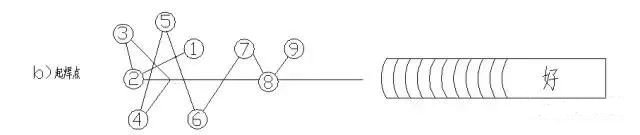
c) 短弧起焊的直线焊接

(2) 焊缝接头,连接的方法有直线无摆动焊缝连接方法和摆动焊缝连接方法两种。
①直线无摆动焊缝连接的方法,在原熔池前方10—12mm处引弧,然后迅速将电弧引向原熔池中心待溶化金属与原熔池边缘吻合填满弧后,在将电弧引向前方使焊丝保持一定的高度和角度,并以稳定的速度向前。
②摆动焊缝连接的方法,在原熔池前方10—20mm处引弧,然后以直线方式将电弧引向接头处在接头中心开始摆动,在向前移动的同时逐渐加大摆幅(保持形成的焊缝与原焊缝宽度相同)最后转入正常焊接。

(3) 终焊端,焊缝终焊端若出现过深的弧坑会使焊缝收尾处产生裂纹和缩孔等缺陷,所以在收弧时如果焊机没有电流衰减装置,应采用多次断续引弧方式,或填充弧坑直至将弧坑填平,并且与母材圆滑过渡。
(4)焊枪的运动方法:右焊法,左焊法
3、摆动焊接:CO2半自动焊时为了获得较宽的焊缝,往往采用横向摆动雨丝方式,常用摆动方式有锯齿形、月牙形、正三角形、斜圆圈形等。摆动焊接时,横向摆动运丝角度和起始端的运丝要领与直线无摆动焊接一样。
在横向摆动运丝时要注意: 左右摆动幅度要一致,摆动到中间时速度应稍快,而到两侧时要稍作停顿,摆动的幅度不能过大,否则部分熔池不能得到良好的保护作用,一般摆动幅度限制在喷嘴内径的1.5倍范围内。运丝时以手腕做辅助,以手臂作为主要控制能和掌握运丝角度。
咨询联系:15538876654(同微信)



