





洛阳吉利速焊学校:磁偏吹影响焊接了,有什么方法吗?
在焊接作业时,有时会出现磁偏吹影响焊接过程的现象。磁偏吹的形成是管道金属中存在剩磁的结果。
通常,剩磁分为感应磁性和工艺磁性两种。感应磁性常产生在工厂制管的环节中,如:金属熔炼、采用电磁起重机进行装卸、钢管在强磁场中停置、用磁化法完成无损检查、钢管接近强力供电线放置等等。

工艺磁性常产生在进行装配焊接作业及采用磁性夹持器、夹具与用直流电焊接管道时,如:长时间接触与直流电源相连的电导线,导线裸露段或者电焊钳与管子的短路等。
焊接带磁性的钢管时,经常会产生电弧引燃困难、电弧燃烧稳定性遭破坏、在磁场中电弧偏离、液体金属和熔渣从焊接熔池中溅出等问题。为了稳定焊接过程,改善焊接接头质量,被磁化了的钢管在焊接前先要进行消磁。

通常,要达到被焊接的钢管完全消去磁性是很困难的。所以,当剩磁不足以影响焊接质量时,便允许进行焊接。
我们通常所采用的单根钢管和钢管对接处的消磁工艺为:
① 确定钢管剩磁场的大小和方向;
② 选择消磁的方法及技术手段;
③ 用选定的消磁方法对钢管或者焊接的对接处消磁;
④ 检查经过消磁后的剩磁量,看其是否满足要求。
常用消磁方法分为:用直流电或者交流电、借助于电磁铁或者永磁铁所建立的磁场方法。
在这里我们主要分析直流电消磁工艺。如图所示:
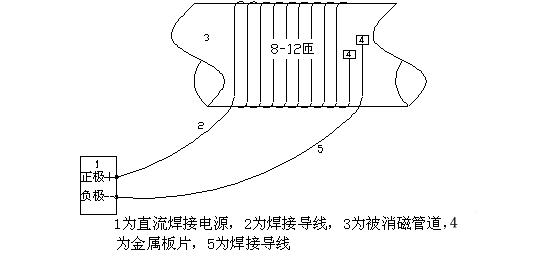
消磁原理为在被消磁管道周围形成与钢管剩磁场作用方向相反的磁场,通过控制电流大小而控制所形成磁场的强弱,以达到消磁目的。
在钢管上配置截面35~50 mm 的柔性焊接导线组成的线圈,形成封闭回路,将两条焊接导线的一端分别接直流焊接电源的正负极,另外一端分别接到固定在被消磁管道上的金属板片上,使其形成的磁场作用方向与钢管剩磁场作用方向相反,

消磁开始时,电流可以调为8O~1OO A。随着电流的逐渐增大,周期性地在钢管上检查消磁磁场作用的结果(在电源接通时进行测量)。必要时,控制电流(一般应有电流调节装置)或者改变它的方向(用在直流焊接电源上换焊接导线的方法)。
消磁结束以后,为了平滑地降低磁通,应该在lmin内逐渐减小电流,直到零值,然后切断电源。
当为单根钢管消磁时,可以先在钢管一端沿外圆绕8~12匝的线圈,以最大的磁场值来消磁,然后以同样方法为钢管另一端消磁。

当单根钢管消磁到钢管对接处时,将两根钢管拉开距离不小于300 mm,在距每一根管子端面80~100 mm 处绕上18~20匝的线圈,然后按上述方法进行消磁。
在个别场合下,推荐使用将电焊钳和金属板片接入电气系统中消磁的方案。将装入电焊钳中的焊条,在300 A 电流下与金属板短路约10 s。然后断开。在每一次短路、断开循环之后,检查管道磁性强弱,并在必要时重复上述消磁过程。

洛阳吉利速焊学校
当对装配好的对接处消磁时,在被对接钢管端绕上截面35~50 mm 的焊接导线,形成两根钢管的共用线圈,如上图。线圈可以重叠绕(沿顺时针或者逆时针),总匝数为16~22匝。此时,匝数多的应该在剩磁大一些的钢管上。这种消磁工艺往往是最佳的。
用交流电、借助于电磁铁或者永磁铁所建立的磁场方法与直流电消磁的原理是基本相同。
咨询联系:15538876654(同微信)



