





洛阳吉利速焊学校:详细介绍P91钢管道焊接工艺
洛阳吉利速焊学校
由于P91钢具有良好的高温综合性能,近十几年来在我国大型发电站的主蒸汽管道中得到了广泛应用。本文阐述了P91管道的焊接特性、焊接工艺、焊接质量检验、焊接质量监控及发展趋势。
在我国近十几年来的许多大型火力发电站机组建设中,主蒸汽管道都普遍采用A335P91(简称P91钢)钢。该钢是美国七十年代末八十年代初开发的新型马氏体耐热钢,相当于国产9Cr-1MoV钢种,该钢与国产钢相比,以具有高温强度高、抗氧化性能和抗蠕变性能好以及具有相对高的热传导性与低的热膨胀率等特点,填补了铁素体钢 (如 P22)与奥氏体钢间的空白,使焊件具有较小的截面尺寸,有效地降低了焊件壁厚,减少了材料用量,降低了管道热应力,减少了热疲劳裂纹的危险。
华能某地区电厂二期工程#3、#4炉扩建的2×300MW燃煤机组,由中南电力设计院设计,锅炉由东方锅炉(集团)股份有限公司生产,型号为DG1025/17.4-Ⅱ12,汽轮机采用哈尔滨汽轮机有限责任公司生产,型式为亚临界一次中间再热,单轴双缸双排汽凝汽式汽轮机。主蒸汽主管、支管和高旁阀前管道的设计温度均为545℃,管材规格分别为Φ364×41、Φ273×29和Φ216×23,材质为A335P91。

P91钢过去在我国各热电站应用还不十分普遍,各施工单位的焊接工艺评定工作及焊接、热处理的特点都需要在施工过程中摸索,而且管道组装顺序对焊接质量也起着关键作用。为保证P91钢管道的焊接工艺和焊接质量达到要求,必须根据P91钢的焊接特性作出焊接工艺评定,并根据评定报告作为现场安装、焊接施工的依据,以及在现场施工过程中严格执行此工艺要求。
焊接性分析
钢材的化学成分
A335—P91钢的化学成分如下表:

从上述表中可以看出,此钢属于中合金耐热钢。
P91钢的焊接特性
① 由于P91是中合金钢,它具有相当高的冷裂倾向,在不预热条件下焊接裂纹达100%,当预热200~250℃时可避免冷裂纹的产生。
② 在焊接过程中严格控制焊件的层间温度,使其保持在预热温度或更高的温度是首要的任务。其次要十分注意从层间温度冷却至焊后热处理开始的时间间隔。
③ 对焊接输入热量的控制要求比较高,实践经验证明,采用较小的焊条直径、比较低的层间温度和较小的焊接线能量,冲击韧性可以大大提高。
④ 焊接接头在焊后状态均为高硬度的不稳定组织,焊后必须作相应的热处理。

焊接方法的选择
P91钢有较高的淬硬倾向,对焊接冷裂纹很敏感,可采用钨极氩弧打底和低氢型焊条填充和盖面的焊条电弧焊焊接。
焊接工艺规范、参数
坡口型式:
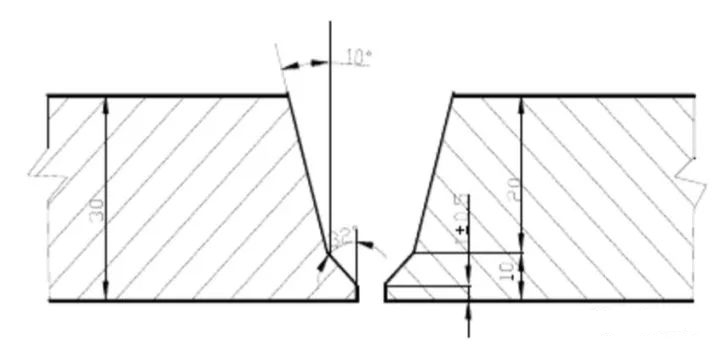
对口间隙:3~5mm
焊接参数

预热方式/温度:跟踪电加热/150-200℃(GTAW)、200-250℃(SMAW)。
保护气体:氩气,纯度≥99.99%,氩气流量:焊枪8-12L/min,背面第一遍10-25L/min,第二遍3-8L/min。
层间温度:<250℃(采用远红外线测仪控温)。
后热处理:焊后升温至300-350℃,保温2h。
热处理:温度750℃-770℃,保温时间5min/mm,且不少于4h;焊后热处理升降温度小于150℃/h。
按上述工艺焊接了水平固定、垂直固定各一件的Φ273×30试件,经检查和检验,均符合规范要求。
焊接施工工艺
在工艺评定合格的基础上,依据工艺评定报告,及时编制了有关的焊接作业指导书。P91钢焊接作业指导书的内容如下:
焊前准备
1.焊材的选择焊丝ER90S-B9 焊条E9015-B9
2.坡口加工坡口采用机械加工,坡口应平滑均匀,尺寸符合要求,对口前需认真检查,发现不合格者必须用磨光机等工具修磨至合格。清理坡口内外壁两侧15~20mm范围内的铁锈、油污等污物,直至露出金属光泽。
3.对口 应采用专用的对口卡具,不得强行组对,对口时应做到内壁齐平,如有错口,其错口量不超过壁厚的10%,且不大于1mm;对口前应仔细检查坡口处母材是否有缺陷,如有应另行处理;点焊用的焊接材料、焊接工艺和选定的焊工技术条件应与正式焊接时相同;小径薄壁管点焊时,间隙为2~3mm,可在坡口内直接点固2~3点,大口径管点焊时,间隙为3~5 mm,点焊可采用“定位块”固定。
焊前预热
采用电脑温控设备,对焊口进行跟踪预热,热电偶对称布置,热电偶与管件应接触良好,氩弧焊预热温度为150~200℃,焊条电弧焊预热为200~250℃,预热宽度从坡口中心每侧不少于3倍的管壁厚计算。
打底层焊接
采用WS-400焊机,直流正接。当预热温度达到规定温度并均匀后,大径管由两人对称焊接,第一层和第二层焊缝均采用氩弧焊。打底层焊时,采用内送丝法,要注意根部熔合良好,厚度控制在2.8~3.2mm范围内。为防止根部焊缝金属氧化,应在管子内充氩保护。
充氩保护可参照下列要求进行:
a、充氩保护范围以坡口中心为准,每侧各200~300 mm处,以可溶纸或其它可溶材料,用耐高温胶带粘牢,做成密封气室。
b、采用“充气针”从坡口间隙或“探伤孔”中插入进行充氩,开始时氩气流量背面为10~25L/min,第二遍背面为4~8 L/min,焊枪为8~12 L/min。
c、用点燃的打火机或火柴放至焊缝间隙附近,当火焰熄灭时,说明内部空气已排空,可进行氩弧焊打底焊接。
焊条电弧焊填充、盖面层焊接
氩弧焊完成后,将预热温度升至200~250℃,开始电弧焊;采用直流反接法、两人对称焊接。由于P91钢焊接时,熔池铁水粘度大,流动性差,焊接规范又小,因而容易出现夹渣,层间未熔合等缺陷,因此为避免大的缺陷产生及保证焊接接头的综合机械性能,必须采用多层多道、小规范进行焊接,焊层厚度尽量薄,每层焊道厚度不超过4mm;摆动焊接时,焊条摆幅不超过焊条直径的4倍,每层焊道必须清理干净,尤其注意清理接头及焊道两侧,焊缝外表焊接完毕,要求焊工立即进行清理自检,发现外表成形不好的马上补焊,严禁在焊缝冷却后再直接补焊。
焊后热处理
当焊接接头不能及时进行热处理时,应于焊后立即做加热温度为300~350℃、恒温时间为2小时的后热处理。
焊后热处理采用多路输出、多点测温,且加热器与热电偶一一对应,焊口上、下温度始终保持一致,使热处理焊口在升、降温速度以≤150℃/h为宜。降温至300℃时,可不控制,冷却至室温。加热温度为750~770℃,恒温时间为5min/mm,但最少不得少于4小时。
焊缝质量检验
焊缝质量按I类焊缝的验收标准检验,检验内容及要求为:
1.外观,按DL/T869—2004《火力发电厂焊接技术规程》,I类焊缝外观的质量标准验收;
2.无损检验,按JB4730对焊缝进行100%超声波(UT)、磁粉(MT)探伤,I级合格;
3.硬度,热处理完毕后,做100%硬度测定,硬度值小于350HB;
4.光谱,对焊缝金属合金成分进行100%光谱分析复查。
焊缝返修
1.焊接接头外观检查不符合标准时。轻者打磨焊补,严重者应割掉重新焊接。
2. 经无损检验不合格的焊接接头,其缺陷可进行焊补,但必须在确认缺陷已经彻底消除的基础上,按正常焊接工艺或焊补工艺规定进行。
3 .返修焊补的焊接接头,一般同一焊口不得超过两次,否则应割掉重新对口焊接。
4.返修焊补的焊接接头,必须重新进行焊后热处理和无损检验。
质量监控
加强对P91钢焊接过程的控制工作,由于P91钢的焊接性能较差,焊接过程中的任一环节控制不好都会导致焊接接头机械性能差及裂纹等致命缺陷的产生。首先,所有焊工在上岗前,均要进行培训并取得 P91钢的上岗资格证书,其次,从措施、材料、设备、对口、焊接、热处理参数、焊接接头表面质量、无损探伤、缺陷焊缝的返修等各方面进行严格控制。
结论
通过选择以上施工工艺,以及严格的技术、质量管理措施,华能该地区电厂二期工程#3、#4炉的主蒸汽管道焊缝的外观质量、接头表面硬度全部符合标准要求、无损探伤一次合格率达到100%。另外,从电厂主蒸汽管道水压试验和投入运行以来的情况来看,焊缝质量正常。因此,P91钢管道采用上述焊接工艺是行之有效的。此外,火电站主蒸汽管道采用P91管材比过去普遍使用的P22管材有较高的性价比。目前,在大型火力发电机组中采用P91钢已成为一种必然的趋势。
咨询联系:15538876654(同微信)



