





洛阳吉利速焊学校:氩弧焊摇把焊打底及盖面的操作手法及技巧
更新时间:2019-07-24 11:00:43
洛阳吉利速焊学校
1.打底焊
首先我们应该根据坡口形式,以及板厚选择合适的焊接参数以及瓷嘴尺寸,钨极直径等。
今天以12mm厚碳钢,坡口角度30°的对接板为例进行讲解,选用小口瓷嘴进行打底,今天选用7号瓷嘴,小瓷嘴能够更好的保护坡口内部,防止破口内部保护不良。
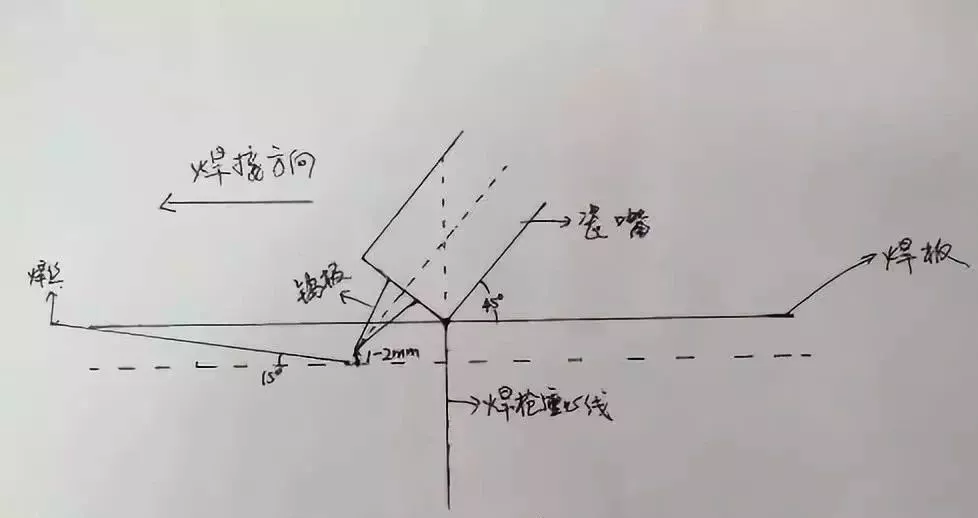
然后采用挤压式摇把焊的操作方法进行打底。即瓷嘴与坡口两侧贴紧,钨极深入到坡口底部距离底部1-2mm为宜,焊把水平左右摇摆施焊,焊丝保持在焊缝中心。氩弧焊枪与焊件成45°夹角,并保持焊枪的重心保持在瓷嘴与坡口接触的垂直线上,焊丝与水平呈15°角送进,如下图所示。
2.盖面焊
盖面焊的时候因根据板厚及坡口角度选用比打底焊接时要大的瓷嘴和焊接参数,按照实例选用12号瓷嘴,电流选用180A,持枪角度以及送丝角度与打底焊接时的角度相同,但是盖面焊接时采用旋转摇把焊即瓷嘴紧贴焊道,手把沿逆时针摇把焊接,焊丝保持在焊道中间送进,如果焊接过程中感觉焊缝不饱满,有咬边现象可以将焊接速度降低,焊丝送进增加,以增加焊道的饱满度。
咨询联系:15538876654(同微信)




地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技