





洛阳吉利速焊学校:304不锈钢管焊接技术的最佳“搭档”
洛阳吉利速焊学校
在激光焊接工业中,采用激光焊接不锈钢材料工件的厂家是非常多的,激光焊接机的焊接效果也是非常好的,304不锈钢材料自然采用激光焊也是很不错的选择的。

304不锈钢作为奥氏体不锈钢的一种,通用性较强的不锈钢材料,耐蚀性、耐热性良好、且无磁性。耐蚀性能比200系列的不锈钢材料要强。耐高温方面也比较好有良好的焊接性、焊接冷裂纹和热裂纹的敏感性都较小、冲压弯曲等热加工性好、无热处,能高到1000-1200度。
近些年来,不锈钢的应用范围更加广泛,在航空航天、电子器件、医疗器械、核工业、机械仪表等方面的应用越来越多。因此,超薄不锈钢制品的封装和焊接变得十分重要。传统的焊接方法难以保证薄板的焊接成形质量,而激光焊接具有传统焊接无法比拟的优点,能有效减少焊接缺陷。304不锈钢焊接技术的研究便是在这种背景下产生的。
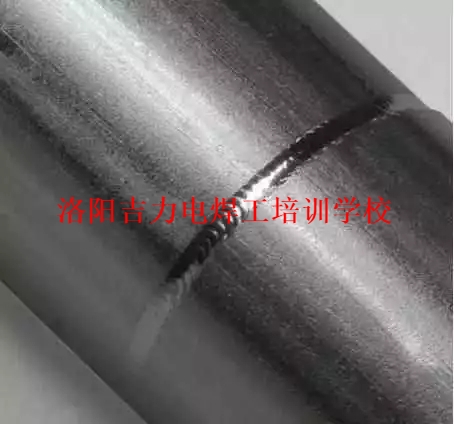
不锈钢在使用过程中,很大一部分都要焊接,由于焊接质量直接影响着不锈钢件的使用性能。不锈钢焊接接头组成焊缝金属区、热影响区和母材(基本金属)区三部分组成。
不锈钢采用激光焊的优点
激光焊接机焊接与传统焊接相比,小功率脉冲激光缝焊具有功率密度高、能量集中、热输入小、焊缝窄和变形小等优点,而且激光束聚焦后可获得很小的光斑,能精密定位,这些特点使得激光缝焊比其他焊接方法更适合于小尺寸工件的焊接。对于超薄不锈钢材料的激光焊接,由于材料很薄,很容易汽化穿孔,要想得到一条连续的、无烧穿的焊缝。关键是对参数的精确控制。
激光焊接是利用激光束优异的方向性和高功么密度等特点进行工作。通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
常用的激光焊接方式有两种:脉冲激光焊和连续激光焊。前者主要用于单点固定连续和薄件材料的焊接。后者主要用于大厚件的焊接和切割。
一、激光焊接加工方法的特征:
1、非接触加工,不需对工件加压和进行表面处理。
2、焊点小、能量密度高、适合于高速加工。
3、短时间焊接,既对外界无热影响,又对材料本身的热变形及热影响区小,尤其适合加工 高熔点、高硬度、特种材料。
4、不需要填充金属、不需要真空环境(可在空气中直接进行)、不会像电子束那样在空气中 产生X射线的危险。
5、与接触焊工艺相比.无电极、工具等的磨损消耗。
6、无加工噪音,对环境无污染。
7、微小工件也可加工。此外,还可通过透明材料的壁进行焊接。
8、可通过光纤实现远距离、普通方法难以达到的部位、多路同时或分时焊接。
9、很容易改变激光输出焦距及焊点位置。
10、很容易搭载到自动机、机器人装置上。
11、对带绝缘层的导体可直接进行焊接,对性能相差较大的异种金属也可焊接。
二、影响到激光焊接质量的主要参数有焊接电流、脉冲宽度、脉冲频率等,其影响效果主要如下:
1、随着电流的增大,焊缝的宽度增大,焊接过程逐渐出现飞溅,焊缝表面出现氧化现象,并有粗糙感。
2、随脉冲宽度的增大,焊缝的宽度也在增大。脉宽的变化对不锈钢超薄板激光焊接机焊接的效果影响非常显著。脉冲宽度的微小增大,都可能导致试样被氧化和烧穿。
3、随脉冲频率的增加,焊点重叠率增大,焊缝宽度先增大.后基本保持不变。在显微镜下观察,焊缝越来越光滑美观。但脉冲频率增加到一定值时,焊接过程飞溅严重,焊缝变得粗糙,并且焊接件的上下表面都出现氧化现象。
4、超薄板材料的激光焊接适宜采用正离焦,在相同离焦量的情况下,正离焦激光焊得到的焊缝表面比负离焦时要光滑美观。



