





二保焊培训学校
更新时间:2025-07-25 09:18:37
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事! 
管板对接水平固定焊焊接特点水平固定管板对接焊缝单面焊双面成型焊接,它同属于全位置焊缝单面焊双面成型焊接。因此,它具备所有的全位置焊接特点之外,还具备以下焊接特点。管板焊件,是由管件与板件组成,板件不开坡口,管件开坡口,焊缝坡口为半个V形。管板焊缝焊接,由于具备上述特点,因此焊缝根部焊接时,管件坡口根部薄、易击穿,而板件根部厚、不易击穿。这样就容易造成焊缝根部两侧出现熔化速度不一致的现象,导致根部焊接焊缝形成的熔孔偏向管件一侧。根部焊接时,如果这一现象出现在焊缝的仰焊位,那么就容易使焊缝根部焊接产生内凹或焊缝表面出现焊瘤。如果这一现象出现在焊缝的平焊位,那么就容易使焊缝根部焊接产生焊瘤。
管板焊缝焊接,板件厚,管件薄,焊缝焊接时,管件与板件所需要的热量不平衡。手工电弧单面焊双面成型实焊缝熔孔偏离焊缝中心根部焊接形成的熔孔偏向管件一侧同时,吸收焊接热量的能力和传递散发热量的速度也各不相同,因此,管板焊缝的根部一侧焊缝边缘容易出现焊缝单面未熔合和产生夹渣等缺陷。管板焊件为单面坡口焊缝,因此焊缝窄,不便于焊条焊接时运条操作,从而给焊缝焊接增加了一定难度。管板焊缝填充与盖面焊接属于角焊缝,焊接时焊接熔池接触焊缝两侧焊件的冷金属面积大,所以焊接时熔池的表面张力大。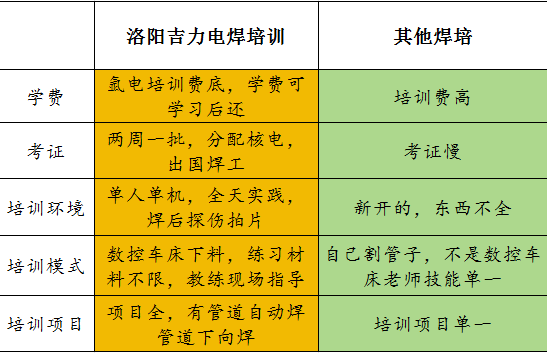




地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技