氩弧焊培训资料
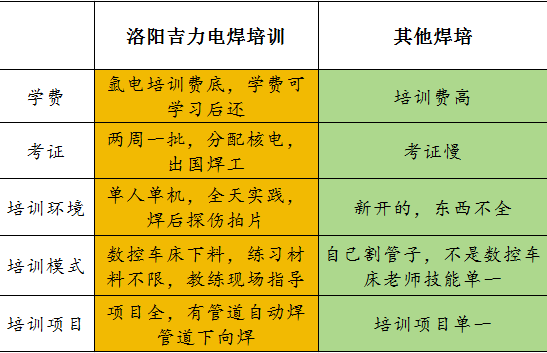
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事! 
焊条爆弧点位置焊缝起头焊接位置料45°小雪焊接与焊缝接头焊接示意图仰棵那位焊缝起头焊接与焊腱接头焊楼示意图斜45小管,平焊部位缝收口仰焊部位起头焊接及平焊位接头焊接要急于压低焊接电弧进行焊接,先要把引燃的焊接电弧长度稍拉长些,然后在保持焊接电弧不熄灭的状态下,利用焊接电弧产生的热量,对焊缝的起头焊接处进行预热。在焊接电弧对焊缝的起头焊接处进行预热的同时,要保持焊条前端熔化产生的熔滴,不要与焊缝表面金属相接触,而坠落到焊缝的下方。当在对焊缝起头焊接处进行预热时发现,焊缝起头焊接处表面金属开始有熔化迹象,同时焊条燃烧已达到正常时,焊条迅速对准焊缝的起焊点位置上端坡口边缘压低电弧。
然后焊条保持水平方向运条,运至焊缝的下端坡口边缘。同时,待熔池形成的焊缝厚度达到低于焊缝表面母材高度0.5~1.0mm时,焊条沿焊缝的倾斜角度焊接方向保持水平横向斜拉左右摆动运条,此时焊缝的起头焊接完成。焊缝始终采用此种运条方法进行焊缝的全部焊接位置焊接,焊接时保持的焊缝厚度要始终低于焊件母材表面高度0.5~1.0mm。
焊条沿焊缝的倾斜角度,焊缝的焊接方向,始终保持水平横向斜拉左右摆动运条进行焊接焊点位置距离斜45°小管、斜45°小管、仰焊位焊缝仰焊位焊缝C焊条引弧点位置焊缝起焊点位置熔滴0.5-1.0+ 填充焊填充焊接时的起头焊接方法(a)起焊点、引弧点位置,(b)运条方法;(c)焊缝成型高度大管焊件填充焊接方法焊件仰焊位与平焊位采用多道焊进行焊接,运条方法采用直线形往复运条或近似于直线形的水平横向微量斜拉前后摆动往复运条进行焊接。其他焊接位置采用单道焊进行焊接,焊条运条方法采用水平横向斜拉左右摆动成锯齿形运条方法进行焊接。