氩弧焊培训资料
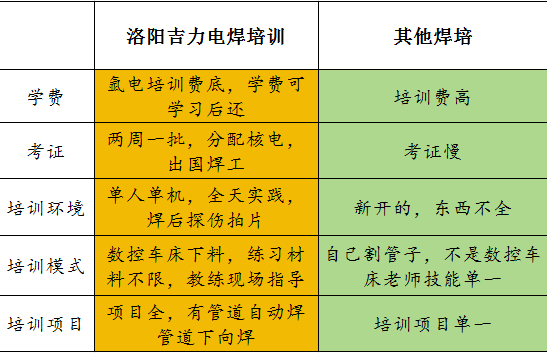
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事! 
焊条电弧焊斜45° 固定管焊焊接特点6.6在石油天然气输送管路工艺设计中,常有部分管路设计成倾斜位置,人们习惯上称这种处于倾斜状态管路焊口为斜焊口。其焊接特点与水平固定管和垂直固定管焊接相比,既有共同之处,又有特殊的地方。一般管子与水平夹角成60°以上的,按垂直固定管横焊工艺焊接,倾斜小于15°的,按水平固定管环形焊缝工艺焊接。介于15°-60°的焊口,统称为斜焊口,以斜45°固定管的单面焊双面成型焊接为例,其焊接特点如下:焊缝根部焊接,由于受焊接熔池的重力方向影响,焊缝焊接熔池的温度不易控制。一般来说,根部焊缝上坡口温度都高于下坡口温度,因此根部焊接时正反两面焊缝都略有下坠倾向。焊缝填充与盖面焊接.
由于焊缝所处在的空间位置与水平面夹角成45°,以及受焊接熔池的重力影响,在焊接时,熔池的形状及焊缝的几何尺寸极难控制,一般焊出的焊缝都是上端凹下端凸,焊缝表面粗糙不平。为此,焊工焊接时,必须密切观察焊接熔池的形状与温度的变化,正确地选择焊接速度与运条方法,控制焊条焊接时的燃弧时间与熄弧时间,增加或减小焊接熔池的表面张力,防止焊接熔池产生下坠,从而获得较好的焊缝表面质量。焊缝盖面焊接,焊条运条必须随着焊缝的倾斜角度,始终保持水平方向运条进行焊接,否则就会受焊接熔池重力垂直向下的影响,助长焊接熔池的下沉速度,使焊缝的上部易出现咬边,下部易出现未熔合与焊瘤、夹渣等缺陷。
焊接前的准备焊接项目焊接项目:51mmx3.5mm720mmx10mm,斜45°固定管的单面焊双面成型焊接。被焊材料:采用Q235钢管材和 Q345. Q345R钢管材作为被焊接材料。φ51mm-159mm 管材为Q235钢,中159mm720mm管材为 Q345、Q345R钢。焊接材料:Q235钢采用E4303焊条进行焊接.Q345、Q345R钢采用E5015、E5016焊条进行焊接。焊件的坡口形式为V形坡口,焊件的坡口角度a=60°±5°,焊件的壁厚8=3.5-5.0mm,坡口钝边厚度p=0.5-1.0mm,对口间隙c=20-25mm:焊件壁厚8=6.0-10mm的焊件,坡口钝边厚度p=1.0-2.0mm,焊件的对口间隙c=2.5-3.0mm。