



焊工什么样的运条手法才能正确呢
随着新一轮科技革命与产业变革的孕育与兴起,智能制造逐渐成为制造行业的制高点,主要制造业国家纷纷出台相关的战略及政策,例如“美国CPS计划”“德国工业4.0”“中国制造2025”等,抢占了新一轮产业发展的高地。2018年12月中华人民共和国工业和信息化部发布了《推进船舶总装建造智能化转型行动计划(2019—2021)》,该行动计划明确提出了要加快新一代信息通信技术与先进造船技术的融合,逐渐实现数字化、网络化、智能化的结合,表明以“智能工厂、智慧制造”为主导的智能船舶建造工业革命已经悄然来临,船舶企业的转型升级是当前大环境下的形势所趋。
且机器人在焊接过程中焊接参数恒定性好、质量稳定性高、美观性强、焊渣少,减少了后续清渣打磨工序,使得焊接自动化成必然趋势[1]。目前我国船舶建造主要依靠手工焊接为主,焊接技术水平大多数处于半自动化到自动化焊接阶段,相比较发达国家而言焊接自动化程度较低。本文介绍了船舶建造中管道型焊接机器人技术、吊篮式焊接机器人技术、移动式焊接机器人技术及龙门式焊接机器人技术的研究与应用,并对船舶焊接机器人未来发展趋势进行探讨。
2 船舶管道焊接机器人技术
船舶建造过程主要分为船体和管道的加工,管道生产加工占船舶建造总工时的8%~12%[2],常见的管道结构类型有直管、弯管、锥形过渡管、偏心过渡管、等径三通管及马鞍形连接管等[3]。由于其多样化、多品种、离散性的特点,使得手工焊在管道加工过程中容易出现成形质量差,合格率较低等情况,因此对管道焊接自动化的研究从未停止。首先是管道焊接过程中的对接问题,传统的管道对接焊主要依靠工人经验,先在管道连接处进行划线、定位、定位焊后再进行焊接,这不仅不能保证高效率和高质量,而且很费时。浙江大学的Haocai H[4]针对船舶管道对接问题,开发了一种新型船舶管道焊接辅助装置(SPWAD),该结构结合液压电子锁装置,能够更方便、更可靠地对齐、居中和锁定两条焊接管道;其次是管道焊接机器人装备的设计,由江苏科技大学、上海外高桥造船有限公司和昆山华恒焊接设备技术有限公司,结合机器人位置传感技术、电弧跟踪技术、机器人协同主从控制技术,以及开启式变位机链轮传动装置和MIG自动焊接专家系统等,研发了国内第一条船用管-管、管-法兰主从机器人焊接生产线。该生产线主要由2台焊接机器人及1台开口钳式变位机为主导设备组成[5],如图1所示。应用结果表明,该生产线能实时根据焊缝形状调整焊枪的位置,焊接效率与手工焊相比提高5倍以上。
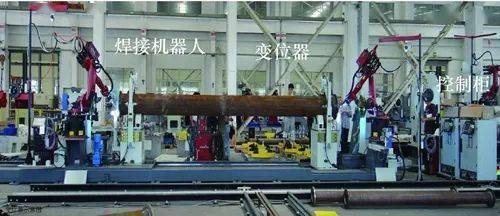
图1 船舶中型直管-法兰机器人柔性焊接系统
为了提高复杂环境下的管道焊接工艺,R.H.G等[6]人研究了TopTIG管道焊接工艺方法(见图2)。该焊接方法与传统钨极氩弧焊(GTAW)相比,允许在靠近钨极区域切向导入焊丝,并被整合到喷嘴中,使得焊枪更加紧凑,便于机器人的操作,在管道打底焊过程中焊丝的焊接速度和熔化速度提高两倍。在焊接过程中除了控制焊接速度、电弧电压、焊接电流等因素外,电弧的弧长也是一个重要的因素,它直接影响焊接过程中飞溅的产生、焊后焊缝成形等。对于电弧的控制也是众多学者研究的方向,Lei[7]针对管-板焊接过程中弧长的不稳定性,搭建了直流脉冲氩弧焊机、激光传感器和CCD相机试验平台,利用激光传感器测量钨极和管-板之间的距离,采用CCD相机结合分度尺获得管-板水平和垂直方向的校准图像标定、图像预处理、图像特征值提取等,可以实时控制焊枪与管板间间距,有利于焊缝成形。
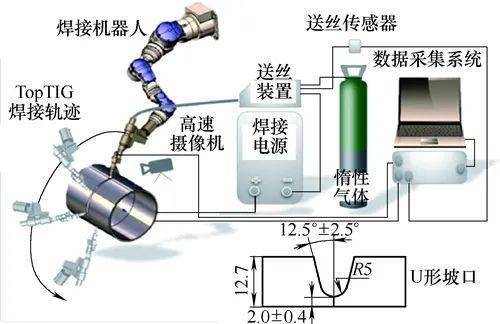
图2 TopTIG原理
国内焊接设备公司也在不断研究开发管道焊接设备,唐山开元自动化焊接装备有限公司设计出全位置MAG焊接系统,采用4个电动机结合DSP数字信号处理,可以进行根焊、热焊、填充及盖面等工艺,大大提升了管道焊接效率(见图3)。在船舶企业中,启东中远海运海洋工程有限公司采用“分道分线”的做法,设置有不锈钢和碳素钢生产线,其中碳素钢生产线根据管道的直径又分为4条专用生产线,分别负责上料、喷码、切割、坡口加工、管端打磨、下料、组对及焊接,实现了自动打底、填充、盖面的自动控制,有效提高了效率和效益(见图4)。南通中远川崎船舶工程有限公司(以下简称南通中远川崎)通过中一径和中二径智能化管道线的改进优化,建立船舶管路加工智能车间,大幅度提高生产效率,使对应的生产工序效率提高70%。

图3 全位置MAG焊接系统

图4 数字化管道加工车间
3 船舶结构焊接机器人技术
船舶建造过程中更多是板与板的装配连接,船体的板材装配主要是平面装配法和栅格装配法。平面装配法就是先将纵骨板与船板进行焊接,构成板列分段,然后再将横向肋骨板与板列分段进行下一步焊接;栅格装配法就是纵骨板先与横框架进行预装配,形成栅格状,再与船体板进行焊接。目前,船舶结构焊接机器人主要有吊篮式焊接机器人、移动式焊接机器人及龙门架式焊接机器人。
3.1 吊篮式焊接机器人
20世纪90年代,吊篮式多轴机器人自主焊接已在韩国投入应用。吊篮式焊接机器人使用起重机从一个位置吊到另一个位置[8],当吊运至所需焊接位置时,再采用寻位传感器对引弧点进行定位和焊接。大宇船厂[9]的固定六轴吊篮式焊接机器人如图5所示。
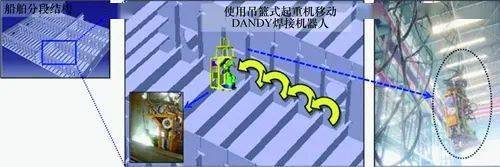
图5 大宇船厂吊篮式焊接机器人
中船重工七一六研究所设计了一款快速、高效、柔性的导轨式舱室焊接机器人系统[10],如图6所示。该机器人配备了模块化导轨,拆卸方便,柔性较好;焊接系统配置了焊缝跟踪装置,可以实时监测焊缝成形质量,可针对舱室典型多段T形焊缝进行焊接。

图6 导轨式舱室焊接机器人系统
3.2移动式焊接机器人
吊篮式焊接机器人适合开放式板材的连接,类似邮轮、集装箱船、LNG船等双层船壳结构。双层结构由上部板和下部板、主梁和横向腹板组成,大梁和腹板将双层船体结构划分为若干封闭部分。在每个截面上平行布置若干纵向加强筋,这些纵向加强筋包含许多小型加强筋,形成U形结构。由于受空间影响,使用吊篮式焊接机器人焊接十分不便,故需要更灵活的焊接机器人。为此,Namkug K[11]针对船舶建造过程中双层船体的结构,设计开发了一种移动式焊接机器人,如图7所示。应用结果表明,该移动式焊接机器人能提高25%的焊接效率。

图7 移动式焊接机器人
德国的迈尔船厂引进了可360°旋转机械臂焊接机器人,如图8所示。机器人底座安装在行程导轨上,行程导轨由拆卸模块构成,方便拆卸,工人只需要先在控制面板里输入一些参数,然后启动程序,机器人就会开始自动测距定位、自动焊接和移动,可进行平焊、横焊、立焊及仰焊。

图8 可360°旋转机械臂焊接机器人
3.3龙门式焊接机器人
吊篮式和移动式焊接机器人都能通过行车或吊车较快地被运送到指定位置进行焊接,但是由于大型船舶结构对机器人的臂展和大范围移动的需求,所以船舶行业中龙门式焊接机器人应用也较为广泛。20世纪90年代,日本的NKK公司津船厂[12]就将龙门式焊接机器人应用在小合拢生产线上,焊接机器人倒挂在移动导轨上,导轨可在X、Y、Z三个方向上移动,这样焊接机器人就变成了9个自由度。NKK公司津船厂在小合拢流水线上采用门架式多关节机器人来焊接低构架肋板框架和平板部件,针对构架与底板的水平角焊缝,采用门架式机器人或多台小型机器人进行“井”字形构件内水平和立向自动角焊[13]。神户制钢所研发了可进入狭小空间进行分段焊接的龙门式焊接机器人系统,如图9所示,该机器人的主体倒置在运输装置上,焊接时先将机器人降至分段底部,再对焊缝进行定位,然后进行焊接[14]。虽然该机器人实用性较好,但缺乏广泛的应用。相比而言,igm的龙门式焊接机器人无论是在豪华客轮、油轮、货柜船,还是在巡洋舰的建造中,均有较高的占有率,如图10所示。

图9 神户制钢所龙门式焊接机器人
图10 igm龙门式焊接机器人
近年来,国内船舶企业开始逐渐引进焊接机器人设备,2015年南通中远川崎成功投产了型钢自动生产线、条材机器人生产线、先行小组立机器人焊接生产线(见图11)和小组材焊接生产线等4条机器人自动化生产线,建成了工信部船舶制造示范智能车间。原来的型钢生产线,从划线、写字、切割、分料都是人工操作,现在型钢的划线、切割、分料过程都由机器人完成(见图12),生产效率提高2~4倍。在先行小组立生产线,机器人实现了工件的自动背烧和出料,与传统制造时钢板需要在定盘上先全面铺开,再装配焊接、翻身、背烧等工序相比较,不仅提高了效率,而且减少了周期;小组立生产线配备的4台焊接机器人既可单独焊接又可相互配合,利用KCONG软件模拟三维部材,进行自动化生产,大幅度提高了生产效率,增加了灵活性。上海外高桥造船有限公司[15]也投产了小组立焊接机器人生产线,如图13、图14所示。该生产线在移动式龙门架上倒置了两台焊接机器人,通过自主采集和分析待焊接部件、自动规划焊接路径、自动编程和焊接,采用无缝药芯焊丝,成功地针对结构较为复杂的小组立通用部件进行焊接,但也同样存在机器人焊接的漏焊、偏焊、咬边及焊脚偏小等缺陷,需要进行人工修补。

图11 南通中远川崎小组立焊接机器人

图12 南通中远川崎自动化生产线

图13 上海外高桥造船有限公司通用部件焊接机器人
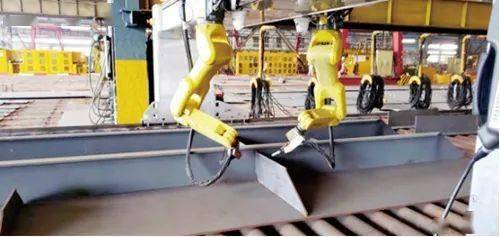
图14 上海外高桥造船有限公司小组立生产线
4 船舶焊接机器人发展趋势
目前,船舶行业更多的是先将焊接机器人固定其底座,再结合焊枪部位的寻位装置进行焊接,较多应用于环形和直线形焊缝,而对曲面形、拐角形及现场三维曲线的焊接应用较少。国外对复杂柔性焊接制造系统已经开展研究,日本为了提高国际造船的竞争力,提出了创新(Innovation)、信息(Information)、物联网(IoT)等智能造船的“i-Shipping”理论构想[16]。2012年三菱重工研发了自动离线引导系统 3D-CAD MATES,并成功应用于造船现场,主要用于 VLCC、LPG、LNG 船型的实际作业,实现槽型部件周围的焊接自动化[17]。2018年韩国现代重工以物联网和自动化技术为基础,成功开发出双曲面弯板加工机器人系统,配备高频电流感应加热系统和六轴多关节机器人,该系统可自动生成加热轨迹,能够自动进行3D曲面成形加工,成功解决了弯板加工流程标准化的难题,未来现代重工还计划研究人工智能和更加复杂的技术。
西班牙的AIMEN技术中心[18]以库卡焊接机器人为基础,开发一款基于CAD 的机器人编程和焊接参数化超柔性9自由度的焊接机器人,结合视觉定位系统,实现完整生产无手动操作,该柔性机器人单元无需编程,实现自动焊接。美国的SSI公司和Wolf Robotics共同开发了基于Autocad 的CAD/CAM 生产线软件Ship Constructor的自动驱动全自主焊接机器人。美国肯塔基大学结合人的智能与机器人的精确运动特征开发了虚拟现实人-机器人协同焊接,通过建立电弧长度、电弧电压和焊接电流的映射模型,开发出焊缝跟踪算法,实现了不需要人亲临现场就能控制焊接,结果表明,该系统具有良好的实效性[19]。综上所述,种种迹象均表明,数字化、互联网化、智能化的智能造船时代即将到来。
发达国家的船舶焊接轨迹为手工焊、自动焊、机器人焊接、智能焊接,但是现阶段我国船舶建造过程中仍然以手工焊和自动焊为主,机器人焊接较少,距达到智能化焊接阶段还有较大的距离。我们应集聚行业内外重点企业、高等院校、科研院所、配套供应商等开展技术需求对接,实现跨界融合,搭建智能船舶合作交流的平台,推动数据资源合理共享,深入开展焊接机器人在船舶建造中的应用研究,迅速提升适合我国国情的船舶焊接技术和装备,推动我国船舶行业的发展,提高我国船舶行业在国际上的竞争能力,迎接数字化、互联网化、智能化的智能造船时代的到来。

洛阳吉力焊接技术有限公司
报名电话:15538876654郑老师
地址:河南省洛阳市吉利区南陈村站牌向西200米
版权所有:洛阳吉力焊接技术有限公司
技术支持:恒凯科技
